
Remove bearing caps No.5, 1 and 3 of the camshaft, then alternately crosswise unscrew the nuts securing the bearing cap studs No.2 and 4.
Remove the camshaft from the cylinder head supports and remove the valve lifters.
Install a valve spring compressor or a special VW 541 device for removing and installing valve cotters on the cylinder head and, using pliers with pointed ends, release the valves from the cotters, having first pressed the lever of the special device.
Removing valve springs using a valve spring compressor
Remove the valve springs with the plates.
Remove the valve stem seals and spring washers using pliers.
Remove the valves.
Mark the position of the parts to be removed so that parts that cannot be replaced can be returned to their original position during assembly.
Clean the parts.
Check the degree of wear of the valve guide bushings and the clearance between the bushings and the valve stems.
Insert the new valve into the guide sleeve and measure the clearance between the end of the stem and the edge of the guide sleeve using the VW 387 tool with indicator.
Replace the guide bushings if the clearance exceeds 0.10 mm for intake valve bushings and 0.13 mm for exhaust valve bushings.
Check that the mating surface of the cylinder head is not flat using a metal ruler and a set of feeler gauges.
If necessary, grind the mating surface of the cylinder head within the permissible limits (see subsection "Detailed technical specifications").
Check the condition of the valves and valve springs.
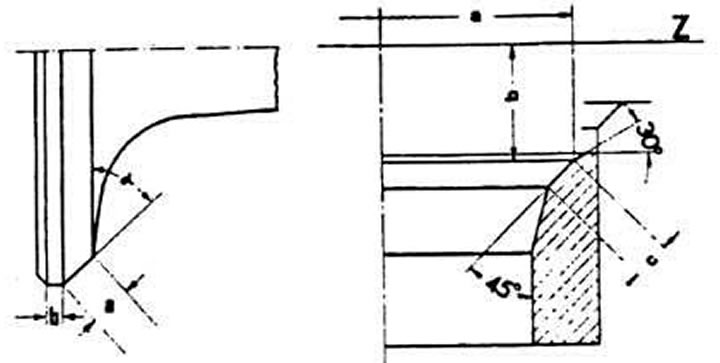
Basic dimensions for grinding valves and valve seats: Inlet valve: a - working chamfer angle (45*); a - width of the working chamfer; b - height of the valve head edge. Valve seat: a - plane of the cylinder head; a - valve seat diameter. b - distance from valve seat end to cylinder head plane (valve seat depth); c - width of the working chamfer of the valve seat
Check the condition of the valve seats and grind them if necessary. Grinding is carried out using a special tool and in compliance with the permissible limits (see "Detailed technical specifications".
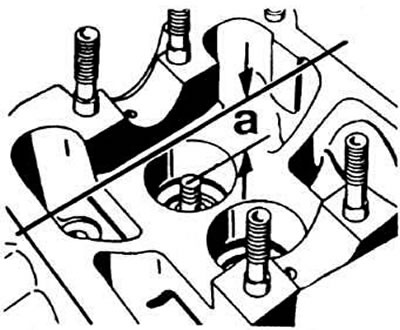
On engines of the "DS" models manufactured since September 1985 and "NP" when grinding the valve seats, maintain the minimum distance "a" between the end of the valve stem and the upper plane of the cylinder head
On engines of the "DS" models produced from September 1985 and "NP" in the case of grinding the valve seats, in order to ensure normal operation of the hydraulic valve tappets, it is necessary to maintain a minimum distance "a" (see picture) between the end of the valve stem and the upper plane of the cylinder head, which for intake valves should be equal to 33.80 mm, for exhaust valves - 34.10 mm.
The shrinkage of the working chamfer of the valve seat must not exceed a value equal to the difference between the value "a" before grinding the valve seat and the minimum value "a" after grinding.
If necessary, grind the working chamfers of the intake valves. The working chamfers of the exhaust valves are not subject to grinding. grinding of the exhaust valves is allowed, in other cases they are subject to replacement.
Before assembly, thoroughly clean the cylinder head, as well as after grinding the valve seats and lapping the valves.