
Zdjąć pokrywy łożysk nr 5, 1 i 3 wałka rozrządu, a następnie naprzemiennie odkręcać nakrętki mocujące szpilki pokryw łożysk nr 2 i 4.
Wyjmij wałek rozrządu ze wsporników głowicy cylindra i zdejmij popychacze zaworów.
Zamontuj kompresor sprężyn zaworowych lub specjalne urządzenie VW 541 do demontażu i montażu klinów zaworowych na głowicy cylindra i za pomocą szczypiec z zaostrzonymi końcami uwolnij zawory z klinów, po naciśnięciu dźwigni specjalnego urządzenia.
Demontaż sprężyn zaworowych za pomocą kompresora sprężyn zaworowych
Wyjmij sprężyny zaworowe wraz z płytkami.
Zdejmij uszczelki trzonków zaworów i podkładki sprężynowe za pomocą szczypiec.
Wyjmij zawory.
Zaznacz położenie części, które mają zostać usunięte, tak aby części, których nie można wymienić, mogły zostać umieszczone z powrotem na swoim pierwotnym miejscu podczas montażu.
Wyczyść części.
Sprawdź stopień zużycia tulei prowadzących zawory oraz luz między tulejami a trzonkami zaworów.
Włóż nowy zawór do tulei prowadzącej i zmierz luz między końcem trzpienia a krawędzią tulei prowadzącej za pomocą narzędzia VW 387 ze wskaźnikiem.
Wymień tuleje prowadzące, jeśli luz przekracza 0,10 mm w przypadku tulei zaworów dolotowych i 0,13 mm w przypadku tulei zaworów wydechowych.
Sprawdź za pomocą metalowej linijki i zestawu szczelinomierzy, czy powierzchnia styku głowicy cylindra nie jest płaska.
W razie konieczności przeszlifuj powierzchnię styku głowicy cylindra w granicach dopuszczalnych (patrz podrozdział "Szczegółowe dane techniczne").
Sprawdź stan zaworów i sprężyn zaworowych.
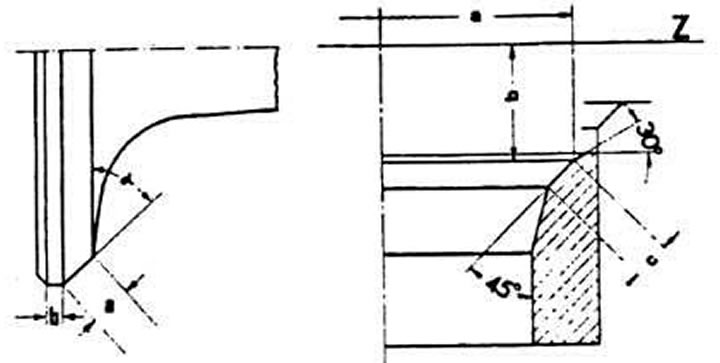
Podstawowe wymiary do szlifowania zaworów i gniazd zaworowych: Zawór wlotowy: a - kąt fazowania roboczego (45*); a - szerokość fazy roboczej; b - wysokość krawędzi grzybka zaworu. Gniazdo zaworu: a - płaszczyzna głowicy cylindra; a - średnica gniazda zaworu. b - odległość od końca gniazda zaworowego do płaszczyzny głowicy cylindra (głębokość gniazda zaworu); c - szerokość fazy roboczej gniazda zaworowego
Sprawdź stan gniazd zaworowych i w razie konieczności przeszlifuj je. Szlifowanie wykonuje się przy użyciu specjalnego narzędzia i w dopuszczalnych granicach (patrz "Szczegółowe dane techniczne".
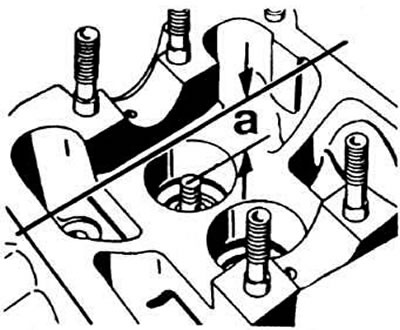
W silnikach modeli "DS" produkowanych od września 1985 r. i "NP" podczas szlifowania gniazd zaworowych należy zachować minimalną odległość "a" pomiędzy końcem trzonka zaworu a górną płaszczyzną głowicy cylindra
W silnikach modeli "DS" produkowanych od września 1985 r. i "NP" w przypadku szlifowania gniazd zaworowych, w celu zapewnienia prawidłowej pracy hydraulicznych popychaczy zaworowych, konieczne jest zachowanie minimalnej odległości "a" (zobacz zdjęcie) między końcem trzonka zaworu a górną płaszczyzną głowicy cylindra, która dla zaworów dolotowych powinna wynosić 33,80 mm, dla zaworów wydechowych - 34,10 mm.
Skurcz roboczy fazy gniazda zaworowego nie może przekroczyć wartości równej różnicy między wartością "a" przed szlifowaniem gniazda zaworowego i minimalną wartością "a" po szlifowaniu.
W razie konieczności należy zeszlifować fazy robocze zaworów dolotowych. Fazy robocze zaworów wydechowych nie podlegają szlifowaniu. Dopuszcza się szlifowanie zaworów wydechowych, w pozostałych przypadkach podlegają one wymianie.
Przed montażem należy dokładnie oczyścić głowicę cylindra, a także po przeszlifowaniu gniazd zaworowych i docieraniu zaworów.