
Czyszczenie
1. Wymontuj z jednostki wszystkie elementy zewnętrzne, w tym uchwyty montażowe, mocowania silnika, pompę wodną, zespół wału wentylatora termolepkiego, wspornik filtra oleju, wspornik pompy paliwa wysokiego ciśnienia oraz przełączniki/czujniki elektryczne (zobacz ilustracje). W celu całkowitego wyczyszczenia należy również usunąć zatyczki korkowe. Wywierć mały otwór w kołkach, a następnie wkręć w nie wkręty samogwintujące. Usuń korki, wyciągając śruby szczypcami.






2. Oczyść blok cylindrów/skrzynię korbową z wszelkich śladów uszczelek i uszczelniaczy, uważając, aby nie uszkodzić powierzchni styku.
3. Usuń wszystkie korki portu oleju (gdzie są). Korki są zwykle bardzo ciasne - prawdopodobnie trzeba będzie je rozwiercić, a następnie ponownie wkręcić w otwory skrzyni korbowej. W każdym przypadku podczas montażu należy używać nowych wtyczek.
4. Jeśli skrzynia korbowa jest zbyt brudna, zleć wyczyszczenie parą w warsztacie samochodowym. Po czyszczeniu parą należy przepłukać wszystkie otwory i kanały olejowe w skrzyni korbowej. Przepuszczaj ciepłą wodę przez kanały wewnętrzne, aż wypływająca woda będzie czysta. Dokładnie osusz kanały sprężonym powietrzem i nałóż cienką warstwę oleju na wszystkie powierzchnie styku bloku i ścianek cylindra, aby zapobiec korozji.
Ostrzeżenie: Podczas używania sprężonego powietrza należy nosić okulary ochronne, aby chronić oczy.
5. Jeśli skrzynia korbowa nie jest bardzo zabrudzona, wyczyść ją gorącą wodą z mydłem za pomocą sztywnej szczotki. Niezależnie od zastosowanej metody czyszczenia należy dokładnie wyczyścić wszystkie otwory i kanały olejowe, a następnie dokładnie wysuszyć wszystkie elementy. Chroń ściany cylindra przed korozją, jak opisano powyżej.
6. Wszystkie otwory gwintowane muszą być czyste, aby podczas montażu można było uzyskać dokładne momenty dokręcania. Aby oczyścić gwinty każdego z otworów z rdzy, osadów lub śladów szczeliwa i przywrócić je, przeprowadź przez nie gwintownik o odpowiedniej wielkości (patrz ilustracja). Po zakończeniu ponownie przedmuchaj otwory sprężonym powietrzem, aby oczyścić je z ziaren, które pojawiły się w wyniku tej czynności.

Uwaga: Upewnij się, że wszystkie gwintowane otwory są wolne od wilgoci, ponieważ skrzynia korbowa może pęknąć z powodu ciśnienia hydraulicznego wytwarzanego podczas wkręcania śruby w otwór zawierający płyn.
7. Nałóż odpowiedni środek uszczelniający na nowe korki portu olejowego i włóż je do otworów w bloku. Mocno je zamocuj.
8. Jeśli silnik nie będzie montowany natychmiast, przykryj go dużą plastikową torbą, aby utrzymać go w czystości; nasmarować olejem wszystkie powierzchnie styku i ścianki cylindra, aby zapobiec korozji.
Kontrola
9. Sprawdź części skrzyni korbowej pod kątem pęknięć i korozji. Sprawdź integralność gwintów w otworach. Jeśli występują oznaki wewnętrznego wycieku chłodziwa, poproś technika o zdiagnozowanie urządzenia za pomocą specjalnego sprzętu. W przypadku stwierdzenia wad napraw (Jeśli jest to możliwe) lub wymienić zespół.
10. Sprawdź ściany każdego cylindra pod kątem wyszczerbień i nacięć. W przypadku stwierdzenia tego rodzaju uszkodzenia należy sprawdzić odpowiedni tłok (patrz rozdział 7 niniejszej sekcji). Jeśli uszkodzenie nie jest głębokie, możliwe jest przywrócenie bloku przez wywiercenie cylindrów. Zasięgnij porady specjalisty.
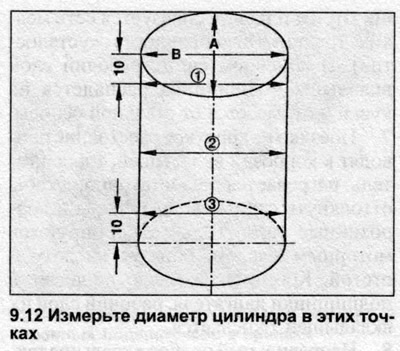
11. Aby dokonać dokładnej oceny zużycia ścianek cylindra, zmierz ich średnicę w kilku punktach w następujący sposób. Włóż sprawdzian wewnętrzny do cylindra nr 1 i wykonaj trzy pomiary równolegle do osi wału korbowego - 10 mm od górnej krawędzi cylindra, w środkowej części cylindra i 10 mm od jego dolnej krawędzi.
Uwaga: Aby wykonać tę procedurę, umieść blok cylindrów na stole warsztatowym. Jeśli pomiary są wykonywane na silniku zamontowanym na podstawie, wyniki mogą być niedokładne.
12. Obróć wewnętrzny wskaźnik o 90° (prostopadle do osi wału korbowego) i powtórzyć pomiary (patrz ilustracja). Zapisz wyniki wszystkich sześciu pomiarów i porównaj je z danymi podanymi w Specyfikacjach. Jeśli różnica średnic dowolnych dwóch cylindrów przekracza granicę zużycia lub jeśli średnica co najmniej jednego z cylindrów przekracza tę granicę, konieczne jest rozwiercenie wszystkich czterech cylindrów i zamontowanie nadwymiarowych tłoków.
13. Wykorzystanie zarejestrowanych wcześniej danych dotyczących średnicy tłoka (patrz rozdział 7), oblicz luz między tłokiem a ścianą cylindra. Producenci nie podają żadnych wartości tego luzu, dlatego skonsultuj się z dealerem Audi w celu uzyskania porady.
14. Umieść blok cylindrów na skrzyni korbowej stołu warsztatowego w dół. Za pomocą krawędzi linijki i zestawu szczelinomierzy zmierzyć odkształcenie obu powierzchni styku głowicy cylindrów. Producenci nie podają maksymalnej dopuszczalnej wartości, ale w przybliżeniu wynosi ona 0,05 mm. Jeśli wielkość odkształcenia przekracza tę wartość, możliwe jest ponowne zeszlifowanie bloku — skonsultuj się ze sprzedawcą.
15. Przed złożeniem silnika należy wyszlifować ścianki cylindrów, tj. nałóż na nie drobne kreskowanie za pomocą narzędzia ściernego. Odbywa się to tak, aby nowe pierścienie tłokowe przyzwyczaiły się do ścianek cylindra. Dostępne są dwa rodzaje narzędzi do honowania, oba napędzane elektrycznie napędzanym narzędziem obrotowym, takim jak wiertarka. Istnieją dwa rodzaje honowania - elastyczne, typu szczotka do butelek oraz honowanie z głowicami sprężynowymi. Mniej doświadczonemu mechanikowi prawdopodobnie łatwiej będzie pracować z elastyczną osełką. Ponadto będziesz potrzebować nafty lub specjalnego oleju, szmat, wiertarki elektrycznej i okularów ochronnych.
Uwaga: Jeśli nie chcesz samodzielnie honować cylindrów, zleć wykonanie tej pracy warsztatowi samochodowemu.
16. Wykonaj honowanie w następujący sposób.
17. Zamontuj honowanie na wiertarce. Obficie nasmaruj cylindry olejem do honowania, ściśnij głowice honujące i wepchnij je do pierwszego cylindra. Włącz wiertarkę i poruszaj honowaniem w cylindrze w górę i w dół z prędkością, która pozwoli ci nałożyć cienkie kreskowanie na ścianach. W idealnym przypadku linie kreskowania powinny przecinać się pod kątem około 60° (patrz ilustracja). Niektórzy producenci pierścieni tłokowych mogą określać kąty kreskowania mniejsze niż tradycyjne 60°— przeczytaj instrukcje dołączone do pierścieni i dokładnie ich przestrzegaj.

Uwaga: Podczas pracy z gościem chroń oczy goglami.
18. Upewnij się, że używasz wystarczającej ilości lubrykantu i nie usuwaj więcej metalu niż jest to absolutnie konieczne. Nie wyjmuj osełki z cylindra, gdy się obraca. Odłącz wiertło i poruszaj honowaniem w górę iw dół, aż się zatrzyma, a następnie ściśnij głowice i wyciągnij osełkę. Jeśli używana jest elastyczna osełka, zatrzymaj wiertarkę, a następnie wyjmij osełkę z cylindra, obracając ją zgodnie z kierunkiem obrotów.
19. Zetrzyj szmatką olej i małe opiłki metalu i przejdź do następnego cylindra. Gdy wszystkie cztery cylindry zostaną wygładzone, dokładnie umyj blok cylindrów w gorącej wodzie z mydłem. Cylinder można uznać za czysty, gdy po przeciągnięciu przez jego ścianę grubej białej szmatki, (niestrzępiący się), zwilżona czystym olejem silnikowym ściereczka pozostaje czysta. Pamiętaj, aby wyszczotkować wszystkie otwory i kanały olejowe i przepłukać je wodą.
20. Opłucz blok czystą wodą, osusz go i pokryj wszystkie obrobione powierzchnie i ściany cylindrów olejem silnikowym, aby zapobiec korozji.
21. Zainstaluj wszystkie komponenty usunięte w kroku 1.
Komentarze gości