
Spis treści: Czyszczenie ↓ Kontrola ↓
Czyszczenie
1. Wyjmij wszystkie zewnętrzne komponenty z bloku, w tym uchwyty montażowe, mocowania silnika, pompę wodną, wał wentylatora/zespół sprzęgła, wspornik filtra oleju, wspornik pompy wtryskowej paliwa oraz przełączniki/czujniki elektryczne (zobacz ilustracje). W celu dokładnego wyczyszczenia należy również wyjąć korki. Wywierć mały otwór w każdym kołku, a następnie wkręć w otwory wkręty samogwintujące. Wyjmij korki, wyciągając śruby za pomocą szczypiec.






2. Oczyść blok cylindrów/skrzynię korbową ze wszystkich śladów uszczelek i uszczelniaczy, uważając, aby nie uszkodzić powierzchni styku.
3. Wyjmij wszystkie korki kanału olejowego (gdzie są?). Świece są zazwyczaj bardzo ciasno dopasowane – prawdopodobnie trzeba będzie je rozwiercić, a następnie ponownie wkręcić w otwory skrzyni korbowej. W każdym przypadku podczas montażu należy zastosować nowe świece zapłonowe.
4. Jeśli skrzynia korbowa jest bardzo brudna, należy ją wyczyścić parą w warsztacie samochodowym. Po czyszczeniu parowym należy przepłukać wszystkie otwory olejowe i kanały skrzyni korbowej. Przepłucz wewnętrzne kanały ciepłą wodą, aż wypływająca woda będzie czysta. Dokładnie osusz kanały sprężonym powietrzem i nanieś cienką warstwę oleju na wszystkie powierzchnie styku bloku i ścianek cylindra, aby zapobiec korozji.
Ostrzeżenie: Podczas stosowania sprężonego powietrza należy chronić oczy za pomocą okularów ochronnych.
5. Jeżeli skrzynia korbowa nie jest bardzo brudna, wyczyść ją gorącą wodą z mydłem i twardą szczotką. Bez względu na zastosowaną metodę czyszczenia, należy dokładnie wyczyścić wszystkie otwory i kanały olejowe, a następnie dokładnie osuszyć wszystkie elementy. Zabezpiecz ścianki cylindra przed korozją w sposób opisany powyżej.
6. Wszystkie otwory gwintowane muszą być czyste, aby zapewnić uzyskanie właściwych momentów dokręcania podczas montażu. Aby oczyścić i odrestaurować gwinty każdego otworu, usuwając z nich rdzę, osady lub ślady uszczelniacza, przejedź wzdłuż nich gwintownikiem o odpowiedniej średnicy (zobacz ilustrację). Po zakończeniu należy ponownie przedmuchać otwory sprężonym powietrzem, aby usunąć wszelkie cząsteczki, które powstały w wyniku tej czynności.

Uwaga: Należy upewnić się, że wszystkie otwory gwintowane są wolne od wilgoci, ponieważ skrzynia korbowa może pęknąć pod wpływem ciśnienia hydraulicznego powstającego w momencie wkręcenia śruby w otwór zawierający ciecz.
7. Nałóż odpowiedni środek uszczelniający na nowe korki przepływu oleju i włóż je do otworów w bloku. Zaciśnij je solidnie.
8. Jeśli silnik nie będzie od razu ponownie składany, przykryj go dużą plastikową torbą, aby zachować go w czystości; aby zapobiec korozji, należy nasmarować olejem wszystkie powierzchnie styku oraz ścianki cylindra.
Kontrola
9. Sprawdź, czy na częściach skrzyni korbowej nie ma pęknięć i korozji. Sprawdź integralność gwintów w otworach. Jeśli występują oznaki wewnętrznego wycieku płynu chłodzącego, należy wezwać specjalistę, który dokona diagnostyki urządzenia przy użyciu specjalistycznego sprzętu. W przypadku stwierdzenia usterek należy dokonać naprawy (możliwie) lub wymienić zespół.
10. Sprawdź, czy na ściankach każdego cylindra nie ma wyszczerbień i karbów. W przypadku wykrycia tego typu uszkodzenia należy sprawdzić odpowiedni tłok (zobacz rozdział 7 tej sekcji). Jeżeli uszkodzenie nie jest głębokie, możliwe jest odtworzenie bloku poprzez rozwiercenie cylindrów. Zasięgnij porady specjalisty.
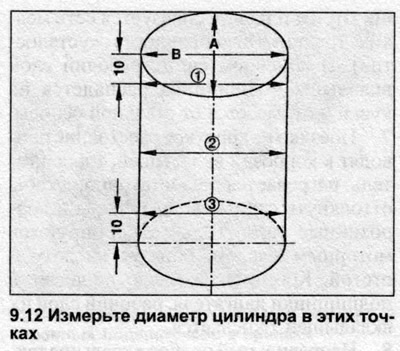
11. Aby dokonać dokładnej oceny zużycia ścianek cylindra, należy zmierzyć ich średnicę w kilku punktach w następujący sposób. Włóż przyrząd do pomiaru średnicy cylindra do cylindra nr 1 i wykonaj trzy pomiary równolegle do osi wału korbowego - 10 mm od górnej krawędzi cylindra, w środku cylindra i 10 mm od jego dolnej krawędzi.
Uwaga: Aby wykonać tę procedurę, należy umieścić blok cylindrów na stole roboczym. Jeżeli pomiary wykonuje się na silniku zamontowanym na ramie, wyniki mogą być niedokładne.
12. Obróć wskaźnik otworu o 90° (prostopadle do osi wału korbowego) i powtórz pomiary (zobacz ilustrację). Zapisz wyniki wszystkich sześciu pomiarów i porównaj je z danymi podanymi w Specyfikacjach. Jeżeli różnica średnic między dowolnymi dwoma cylindrami przekracza dopuszczalną wartość lub jeżeli średnica przynajmniej jednego z cylindrów przekracza maksymalną dopuszczalną wartość, konieczne jest rozwiercenie wszystkich czterech cylindrów i zamontowanie tłoków o nadwymiarowych wymiarach.
13. Wykorzystując wcześniej zarejestrowane dane dotyczące średnicy tłoka (zobacz rozdział 7), oblicz szczelinę między tłokiem a ścianą cylindra. Producenci nie podają żadnych wartości tej szczeliny, dlatego w celu uzyskania porady należy zwrócić się do dealera Audi.
14. Umieść blok cylindrów na stole warsztatowym, skrzynią korbową skierowaną w dół. Używając krawędzi linijki i zestawu szczelinomierzy zmierz odkształcenie obu powierzchni styku głowicy cylindra. Producenci nie podają maksymalnej dopuszczalnej wartości, ale wynosi ona około 0,05 mm. Jeżeli stopień odkształcenia przekracza tę wartość, blok można ponownie naostrzyć — skontaktuj się ze sprzedawcą.
15. Przed złożeniem silnika należy honować ścianki cylindrów, tj. nałóż na nie delikatne cieniowanie za pomocą narzędzia ściernego. Robi się to po to, aby nowe pierścienie tłokowe mogły ocierać się o ścianki cylindra. Istnieją dwa rodzaje narzędzi do honowania. Oba są napędzane za pomocą narzędzia obrotowego z napędem elektrycznym, takiego jak wiertarka. Istnieją dwa rodzaje osełek – elastyczne, typu szczotki do butelek oraz osełki z głowicami sprężynowymi. Mniej doświadczony mechanik prawdopodobnie będzie miał łatwiejszą pracę z elastycznym osełkiem. Ponadto będziesz potrzebować nafty lub specjalnego oleju, szmat, wiertarki elektrycznej i okularów ochronnych.
Uwaga: Jeżeli nie chcesz samodzielnie honować cylindrów, powierz tę pracę warsztatowi samochodowemu.
16. Honowanie należy wykonać w następujący sposób.
17. Zamontuj honownicę na wiertarce. Nasmaruj cylindry obficie olejem do honowania, ściśnij głowice honujące i wsuń je do pierwszego cylindra. Włącz wiertarkę i przesuwaj osełkę w górę i w dół po cylindrze z prędkością umożliwiającą wykonanie delikatnego cieniowania na ścianach. Najlepiej, aby linie kreskowania przecinały się pod kątem około 60° (zobacz ilustrację). Niektórzy producenci pierścieni tłokowych mogą określać kąt nachylenia mniejszy niż tradycyjne 60° – należy przeczytać instrukcję dołączoną do pierścieni i ściśle jej przestrzegać.

Uwaga: Podczas pracy z osełką należy chronić oczy goglami.
18. Należy upewnić się, że zastosowano odpowiednią ilość środka smarującego i nie usuwać więcej metalu, niż jest to absolutnie konieczne. Nie wyjmuj honownicy z cylindra, gdy się obraca. Wyłącz wiertarkę i kontynuuj przesuwanie honownicy w górę i w dół, aż do oporu, a następnie ściśnij głowice i wyjmij honownicę. W przypadku stosowania elastycznej honownicy należy zatrzymać wiertarkę, a następnie wyjąć honownicę z cylindra, obracając ją zgodnie z kierunkiem obrotu.
19. Wytrzyj olej i drobne wióry metalowe szmatką i przejdź do następnego cylindra. Po wygładzeniu wszystkich czterech cylindrów należy dokładnie umyć blok cylindrów w gorącej wodzie z mydłem. Cylinder można uznać za czysty, jeżeli po przetarciu jego ścianek grubą, białą szmatką (niepozostawiającą włókien) nasączoną czystym olejem silnikowym szmatka pozostaje czysta. Należy dokładnie wyczyścić wszystkie otwory i przejścia olejowe, a następnie przepłukać je wodą.
20. Wypłucz blok czystą wodą, osusz go i posmaruj wszystkie obrobione powierzchnie oraz ścianki cylindrów olejem silnikowym, aby zapobiec korozji.
21. Zainstaluj wszystkie komponenty usunięte w kroku 1.