
Spis treści: Czyszczenie ↓ Badanie ↓
Czyszczenie
1. Wyjmij z urządzenia wszystkie podzespoły zewnętrzne i czujniki elektryczne. Aby wykonać dokładne czyszczenie, najlepiej jest wyjąć korki technologiczne z bloku cylindrów. Aby je usunąć, wywierć niewielki otwór, wkręć śrubę i wyjmij zaślepkę przy użyciu szczypiec lub klucza udarowego (rysunek 10.1, a-b).
 |
 |

2. Zdrap wszelkie ślady starych uszczelek, uważając, aby nie uszkodzić stykających się powierzchni.
3. Wyjmij korki kanału olejowego. Zazwyczaj korki są przykręcane bardzo mocno - można je rozwiercić, nagwintować i wkręcić nowe korki podczas montażu.
4. Jeśli blok jest bardzo brudny, można go umyć parą wodną pod ciśnieniem. Po wyczyszczeniu powierzchni zewnętrznych należy wyczyścić wszystkie kanały. Płucz je gorącą wodą, aż do uzyskania czystej wody. Dokładnie osuszyć i nanieść warstwę oleju na czyszczone powierzchnie, aby zapobiec korozji. Nasmaruj również cylindry. Jeżeli masz dostęp do sprężarki powietrza, użyj jej, aby przyspieszyć suszenie i przedmuchać wszystkie kanały.
Uwaga! Pracując ze sprężonym powietrzem, zachowaj ostrożność i zawsze zakładaj okulary ochronne.
5. Jeśli części nie są bardzo brudne, można je umyć gorącą wodą (ile możesz znieść) wodą z mydłem i twardą szczotką. Bez względu na zastosowaną metodę, dokładnie wyczyść i osusz wszystkie przejścia i otwory. Zabezpiecz je przed korozją w sposób opisany powyżej.
6. Wszystkie otwory gwintowane muszą być czyste, aby można było dokręcić śruby określonym momentem obrotowym bez obawy pęknięcia bloku. Aby usunąć rdzę, resztki uszczelniacza i brud z otworów gwintowanych oraz przywrócić profil gwintu, należy oczyścić otwory odpowiednim gwintownikiem (rysunek 10.6). Jeżeli to możliwe, przedmuchaj otwory gwintowane sprężonym powietrzem. Przydatne może okazać się użycie osuszacza powietrza ze słomką, który zazwyczaj jest przymocowany do słoika (jak WD-40).

Uwaga: Należy zwrócić szczególną uwagę, aby w otworach gwintowanych nie pozostały żadne płyny lub oleje – podczas wkręcania śrub mogą pojawić się pęknięcia spowodowane ciśnieniem hydraulicznym.
7. Nanieś odpowiedni środek uszczelniający na korki przepływu oleju, wkręć je w otwory w bloku i mocno dokręć.
8. Jeżeli nie planujesz od razu składać silnika, przykryj go folią i przechowuj w miejscu zabezpieczonym przed rdzą.
Badanie
9. Wizualnie sprawdź blok pod kątem pęknięć i korozji. Sprawdź, czy otwory gwintowane nie są uszkodzone. W przypadku stwierdzenia wewnętrznych wycieków płynu chłodzącego należy sprawdzić blok cylindrów przy użyciu specjalistycznego sprzętu w celu wykrycia ukrytych pęknięć. Jeżeli zostaną wykryte takie uszkodzenia, należy je o ile to możliwe naprawić, w przeciwnym razie należy wymienić urządzenie.
10. Sprawdź powierzchnie wszystkich cylindrów/tulei pod kątem zużycia i zarysowań. Zazwyczaj na górze cylindra/tulei znajduje się niezużywany pierścień, który wskazuje granicę skoku tłoka. Jeśli wałek nie jest bardzo zużyty, może być możliwe jego rozwiercenie do rozmiaru umożliwiającego naprawę. Proszę zwrócić się o poradę do odpowiednio wyposażonego warsztatu.
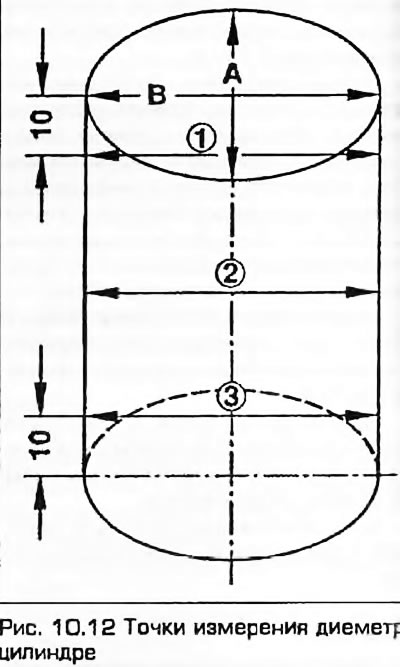
11. Zmierz średnicę każdego cylindra u góry (10 mm poniżej "pasa ogniowego"), w środku i na dole (10 mm od dolnej krawędzi), równolegle do osi wału korbowego.
Uwaga: Aby wykonać pomiary, należy umieścić klocek na twardej, równej powierzchni (stół warsztatowy). Jeżeli silnik jest zamontowany na luźnej podstawce, pomiary mogą być niedokładne.
12. Teraz wykonaj te same pomiary. ale w płaszczyźnie prostopadłej do osi wału korbowego (rysunek 10.12). Jeżeli różnica pomiędzy otrzymanymi wynikami przekracza dopuszczalne parametry techniczne, wówczas cylinder ma zużycie eliptyczne lub stożkowe i należy podjąć radykalne kroki - należy rozwiercić wszystkie cztery cylindry do rozmiaru naprawy, a tłoki wymienić na nowe, również o rozmiarze naprawy.
13. Wykorzystaj pomiary średnicy tłoka wykonane wcześniej (zobacz paragraf 7) aby obliczyć luz tłok/cylinder. Producenci nie określają tolerancji, dlatego w celu uzyskania porady należy skonsultować się ze sprzedawcą lub specjalistą od napraw silników.
14. Umieść blok na płaskiej, twardej powierzchni, skrzynią korbową skierowaną w dół. Za pomocą stalowej linijki i zestawu płaskich szczelinomierzy zmierz krzywiznę powierzchni styku bloku z głowicą. Producenci nie określają tolerancji, ale za akceptowalną uznaje się na ogół krzywiznę wynoszącą 0,05 mm. Jeżeli krzywizna jest większa od tej wartości, konieczne może być szlifowanie. W celu uzyskania porady skontaktuj się ze swoim dealerem,
15. Przed montażem silnika konieczne jest szlifowanie powierzchni cylindra w celu lepszego dotarcia pierścieni i uzyskania maksymalnej szczelności. Odpowiedni rodzaj osełki posiada sprężynowe pręty ścierne i można ją umieścić w wiertarce elektrycznej. Doświadczeni miłośnicy motoryzacji uzyskają zadowalające rezultaty, jeśli w tym celu użyją plastikowej butelki pokrytej papierem ściernym.
Uwaga: Jeśli masz dostęp do takiego narzędzia lub nie jesteś pewien, czy podołasz temu zadaniu, możesz zlecić jego wykonanie specjaliście za rozsądną opłatą.
16. Do wykonania tej czynności potrzebne będzie jedno z powyższych narzędzi, wiertarka (elektryczny lub pneumatyczny), czyste szmaty, naftę lub olej do honowania oraz okulary ochronne.
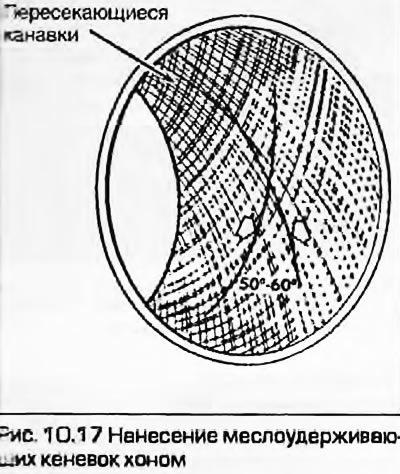
17. Zamontuj honownicę w uchwycie wiertarskim. Honowanie należy wykonywać ruchem posuwisto-zwrotnym, aby utworzyć poprzeczne rowki na powierzchni cylindra. Należy przy tym obficie nakładać olej do honowania. W idealnej sytuacji rowki powinny przecinać się pod kątem 50...60° (rysunek 10.17). Podczas montażu nowych tłoków, ich producenci mogą zalecać honowanie pod innym kątem – należy postępować zgodnie z ich instrukcjami.
Uwaga! Pracując ze sprężonym powietrzem, zachowaj ostrożność i zawsze zakładaj okulary ochronne.
18. Podczas honowania spryskaj cylindry obficie olejem. Nie przesadzaj przy wyjmowaniu metalu z maszyny cylindrycznej. Nie wyjmuj honownicy z cylindra, dopóki się nie zatrzyma. Wyjmij honownicę obracając ją ręką. Po zakończeniu pracy wytrzyj wszelkie ślady oleju do honowania czystą szmatką.
19. Wytrzyj cylinder szmatką i przejdź do następnego cylindra. Po zakończeniu honowania należy zmyć wszystkie ślady ścierania gorącą wodą z mydłem. Cylinder jest czysty, jeżeli po przetarciu czystą szmatką nasączoną olejem silnikowym pozostaje czysty.
20. Pokryj blok cienką warstwą oleju silnikowego, aby zapobiec rdzewieniu podczas przechowywania.
21. Zamontuj wszystkie podzespoły wymontowane zgodnie z punktem 1.