
Sadržaj: Čišćenje ↓ Ispitivanje ↓
Čišćenje
1. Uklonite sve vanjske komponente i električne senzore iz jedinice. Za potpuno čišćenje, idealno, morate ukloniti tehnološke čepove iz bloka cilindra. Da biste ih uklonili, izbušite malu rupu, zatim zavrnite vijak i uklonite čep pomoću kliješta ili udarnog ključa (crtež. 10.1, a-b).
 |
 |

2. Ostružite sve tragove starih brtvi, pazeći da ne oštetite spojne površine.
3. Uklonite čepove kanala za ulje. Obično su čepovi zašrafljeni vrlo čvrsto - mogu se izbušiti, ponovno urezati i zavrnuti novi čepovi tijekom montaže.
4. Ako je blok jako prljav, može se oprati parom pod pritiskom. Nakon čišćenja vanjskih površina, očistite sve kanale. Ispirite ih vrućom vodom dok ne izađe čista voda. Temeljito osušite i nanesite sloj ulja na tretirane površine kako biste spriječili koroziju. Podmažite i cilindre. Ako imate pristup zračnom kompresoru, njime ubrzajte sušenje i ispuhajte sve prolaze.
Pažnja! Budite oprezni i uvijek nosite zaštitne naočale kada radite sa komprimiranim zrakom.
5. Ako dijelovi nisu jako prljavi, mogu se oprati vrućom vodom (koliko možeš podnijeti) sapunastu vodu s tvrdom četkom. Bez obzira na korištenu metodu, temeljito očistite i osušite sve prolaze i otvore. Zaštitite ih od korozije kako je gore opisano.
6. Sve rupe s navojem moraju biti čiste kako bi se vijci mogli zategnuti na navedeni moment bez straha od pucanja bloka. Za uklanjanje hrđe, ostataka brtvila i prljavštine iz otvora s navojem i za vraćanje profila navoja, otvorite rupe odgovarajućom slavinom (Sl. 10.6). Ako je moguće, komprimiranim zrakom ispuhajte rupe s navojem. Korisno je koristiti sprej za odvlaživanje sa slamčicom, koji se obično pričvrsti na staklenku (poput WD-40).

Napomena: Obratite posebnu pozornost na to da tekućine ili ulja ne ostanu u slijepim navojnim otvorima - prilikom uvrtanja vijaka u njih mogu se pojaviti pukotine zbog hidrauličkog pritiska.
7. Nanesite prikladno brtvilo na čepove prolaza ulja, zavrnite ih u rupe u bloku i čvrsto ih zategnite.
8. Ako ne mislite odmah sastaviti motor, pokrijte ga plastičnom folijom i pospremite da ne hrđa.
Ispitivanje
9. Vizualno pregledajte ima li na bloku pukotina i korozije. Provjerite jesu li rupe s navojem oštećene. Ako je došlo do unutarnjeg curenja rashladne tekućine, potrebno je provjeriti blok cilindra pomoću posebne opreme za otkrivanje skrivenih pukotina. Ako se pronađu takvi nedostaci, popravite ako je moguće, ako ne, zamijenite jedinicu.
10. Provjerite istrošenost i brazde na površinama svih cilindara/konstrukcija. Obično postoji neistrošeni prsten na vrhu cilindra/ košuljice koji označava granicu hoda klipa. Ako valjak nije jako istrošen, moguće ga je izbušiti na veličinu za popravak. Molimo potražite savjet u prikladno opremljenoj radionici.
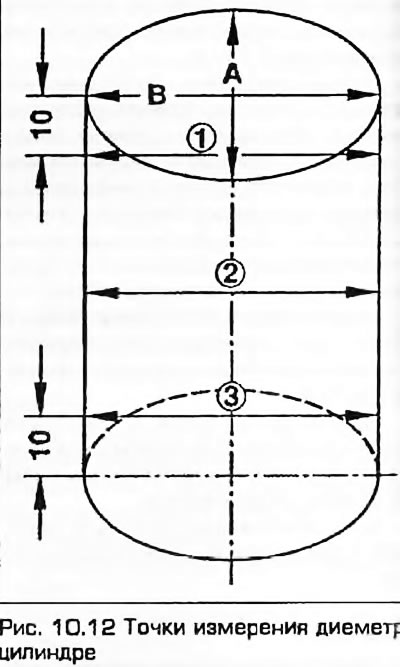
11. Izmjerite promjer svakog cilindra na vrhu (10 mm ispod "vatrenog pojasa"), u sredini i na dnu (10 mm od donjeg ruba), paralelno s osi koljenastog vratila.
Napomena: Za mjerenje postavite blok na tvrdu, ravnu površinu (radni stol). Ako je motor montiran na postolje za labavu montažu, mjerenja možda neće biti točna.
12. Sada uzmite iste mjere. ali u ravnini okomitoj na os koljenastog vratila (crtež. 10.12). Ako razlika između dobivenih rezultata prelazi dopuštene specifikacije, tada je cilindar eliptičnog ili konusnog trošenja i potrebno je poduzeti radikalne mjere - sva četiri cilindra moraju biti probušena na veličinu popravka i klipove je potrebno zamijeniti novima, također veličine popravka.
13. Upotrijebite ranije mjerenja promjera klipa (vidi paragraf 7) za izračunavanje zazora klipa/cilindra. Proizvođači ne određuju dopuštena odstupanja, pa se za savjet obratite svom trgovcu ili stručnjaku za popravak motora.
14. Postavite blok na ravnu, tvrdu površinu s kućištem radilice okrenutim prema dolje. Koristeći čelično ravnalo i niz ravnih mjerača, izmjerite zakrivljenost spojene površine bloka s glavom. Proizvođači ne definiraju tolerancije, međutim, zakrivljenost od 0,05 mm općenito se smatra prihvatljivom. Ako je zakrivljenost veća od ove vrijednosti, može biti potrebno brušenje. Obratite se svom prodavaču za savjet,
15. Prije montaže motora potrebno je izbrusiti površinu cilindra za bolje uhodavanje prstena i maksimalno brtvljenje. Odgovarajuća vrsta brusa ima abrazivne šipke s oprugom i može se umetnuti u električnu bušilicu. Iskusni ljubitelji automobila postižu zadovoljavajuće rezultate korištenjem plastične boce prekrivene brusnim papirom u tu svrhu.
Napomena: ako imate pristup takvom alatu ili niste sigurni u svoju sposobnost rješavanja ovog zadatka, stručnjak to može učiniti uz razumnu naknadu.
16. Za izvođenje ove operacije trebat će vam jedan od gore navedenih alata, bušilica (električni ili pneumatski), čiste krpe, kerozin ili ulje za honanje i zaštitne naočale.
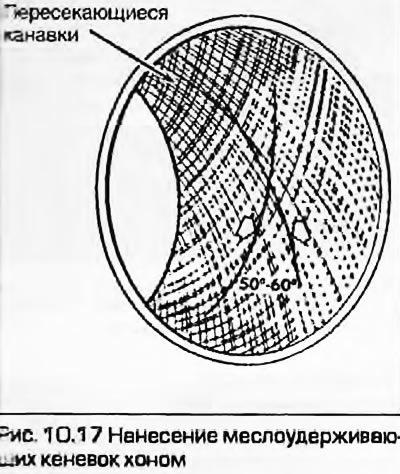
17. Instalirajte brus u steznu glavu bušilice. Brusilo se mora pokrenuti recipročnim pokretom kako bi se stvorili poprečni utori na površini cilindra, obilato nanoseći ulje za honovanje. U idealnoj situaciji, utori bi se trebali presijecati pod kutom od 50...60° (crtež. 10.17). Prilikom ugradnje novih klipova, njihovi proizvođači mogu preporučiti honanje pod drugim kutom - slijedite njihove upute.
Pažnja! Budite oprezni i uvijek nosite zaštitne naočale kada radite sa komprimiranim zrakom.
18. Prilikom honanja obilno pošpricajte cilindre uljem. Nemojte pretjerivati pri uklanjanju metala iz cilindričnog stroja. Ne uklanjajte brus s cilindra dok se ne prestane okretati. Uklonite brus okrećući ga rukom. Kada završite, čistom krpom obrišite sve tragove ulja za honanje.
19. Obrišite cilindar krpom i prijeđite na sljedeći cilindar. Kada završite s honanjem, isperite sve abrazivne tragove vrućom sapunicom. Cilindar je čist ako nakon brisanja čistom krpom namočenom u motorno ulje ostane čist.
20. Premažite blok tankim slojem motornog ulja kako biste spriječili hrđanje tijekom skladištenja.
21. Instalirajte sve komponente uklonjene u skladu s točkom 1.