
Съдържание: Инструмент за заточване на бутални… ↓ Инструменти за натискане на буталния… ↓ Устройство за проверка на силата на… ↓ Устройство за проверка на… ↓ Шлифовъчна машина и приспособление… ↓ Призми за проверка на геометричните… ↓ Фреза и дорник за фреза за обработка… ↓ Дорник за пресоване на нови тапи ↓ Устройство за измерване на… ↓ Дорник за монтиране на държача на… ↓
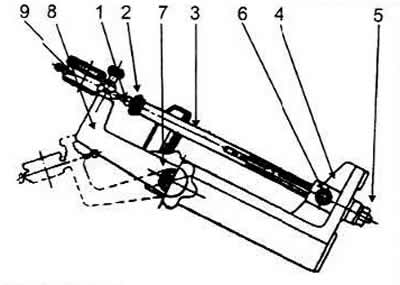
Траверс — за демонтаж и монтаж на двигателя. За да направите това, е необходимо да окачите напречна греда или скоба на подемника, като хванете двигателя с куки от дясната страна от скобата, монтирана на предната шпилка на изпускателния колектор, а отляво - от технологичния отвор, направен в ухото на блока на двигателя, или от болта, завинтен в резбовия отвор на стойката на корпуса на съединителя.
Стойка— за разглобяване и сглобяване на двигателя.
Скоба — за монтиране на двигателя на стойката.
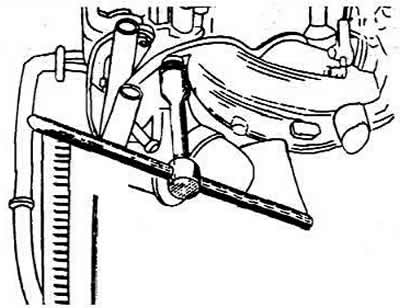
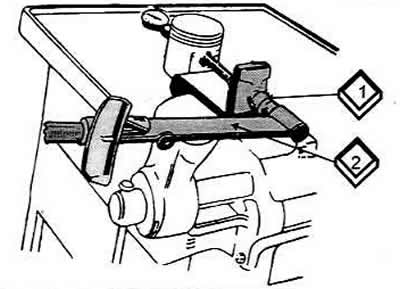
Ключ— за закрепване на гайките на всмукателния и изпускателния колектор. Моментът на затягане на гайките е 25 Nm. Развиването на гайките е показано на фигурата.
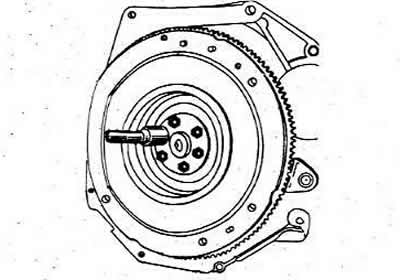
Фиксатор— за да не се върти маховика. Когато разхлабвате или затягате тресчотката на коляновия вал, монтажните болтове на съединителя или маховика, е необходимо да монтирате фиксатор в отвора на блока, за да осигурите маховика от завъртане.
Ключ— за разхлабване и затягане на централния болт на коляновия вал и завъртане на коляновия вал на двигателя при регулиране на клапаните.
Теглич— за отстраняване на предния лагер на първичния вал на скоростната кутия.
Ключове— за развиване и завинтване на шпилки.
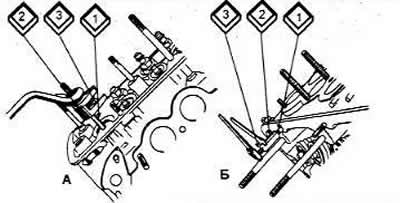
С помощта на ключа (A) шпилката (1) се затяга в главината (2) от ексцентрика (3). В ключа (B) щифтът (1) е захванат в гайката (2) с болта (3). Диаметърът и стъпката на резбата на ключа трябва да съответстват на шпилката.
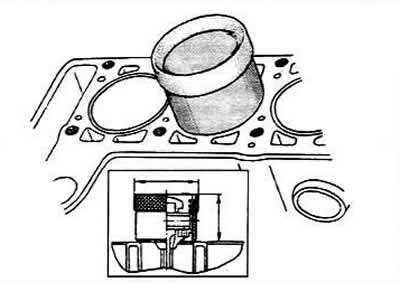
Комплект втулки — за монтиране на бутала, сглобени с бутални пръстени и биели, в цилиндрите на блока на двигателя. При монтиране на бутала се избира втулка, която съответства на размера на буталото. Повърхностите на цилиндрите и буталата трябва да бъдат смажени с моторно масло преди монтажа.
Дорници— за пресоване на пробките на коляновия вал и цилиндровия блок. Пробките се отстраняват с помощта на перфоратор и се извършват при основен ремонт на двигателя, за да се почисти основно охладителната риза на цилиндровия блок от нагар и маслените канали на цилиндровия блок, коляновия и разпределителния вал от смолисти отлагания по стените им. След натискане на пробките на маслените канали е необходимо да ги уплътните с перфоратор на няколко места.
Пръстенови габарити — за настройка на манометъра на отвора на нула при измерване на износването на цилиндрите на двигателя.
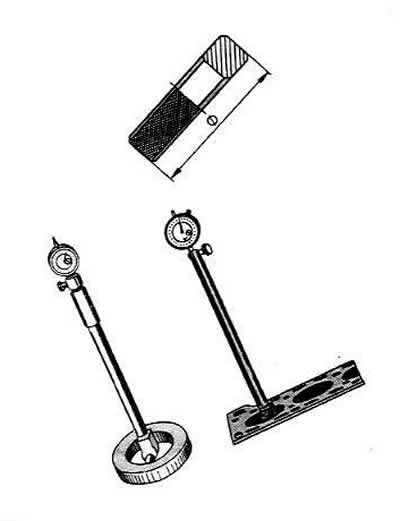
Нутрометър — за измерване на износването на цилиндрите на блока на двигателя. Диаметърът на цилиндъра се измерва в четири колана. Във всяка лента се правят две измервания - в надлъжна и напречна посока на двигателя. В зоната на колана (1) цилиндрите са практически без износване. Следователно, въз основа на разликата в измерванията на първия и другите колани, може да се прецени степента на износване на цилиндрите.
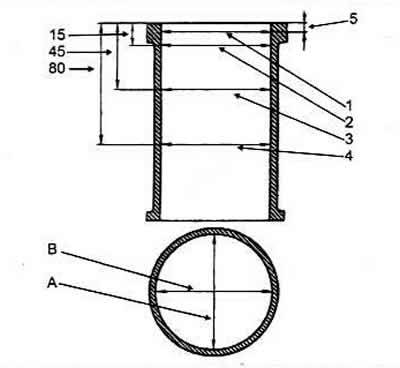
A, B. Посока на измерванията
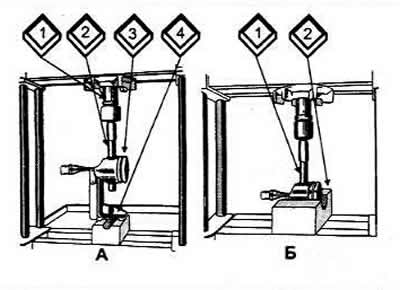
Пробивна машина— за пробиване на цилиндрите на блока на двигателя до ремонтния размер, хонинговаща машина — за окончателна обработка на цилиндрите. Хонинговането се извършва първо с комплект среднозърнести абразивни камъни, след това с дребнозърнести. За постигане на възможно най-добра чистота на работната повърхност на цилиндъра, тя е завършена с фино зърнеста шкурка, навита върху хонинговаща глава. Дорник и опора на буталото - за изтискане на буталния болт. Буталния щифт се изтласква с помощта на преса с помощта на дорник 2 (A) и опора (4) с цилиндрична вдлъбнатина, в която е поставено буталото, или с помощта на опора 2 (B). Преди да натиснете щифта, свалете буталните пръстени.
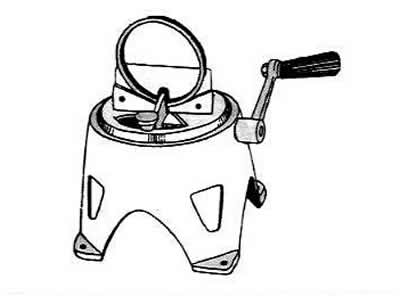
Инструмент за заточване на бутални пръстени
Проверява се с набор от измервателни уреди при монтиране на пръстени в уред с диаметър на отвора, равен на номиналния диаметър на пръстена, с допустимо отклонение ±0,003 mm.
Ако луфтът е недостатъчен, е необходимо да се изпилят сглобяващите повърхности на пръстените на устройство, а ако луфтът е твърде голям, пръстените трябва да се сменят.
Калибриран пластмасов проводник — за проверка на хлабината между лагерите и шийките на коляновия вал на двигателя. Хлабината между лагерните черупки и шийката на коляновия вал може да се провери чрез изчисление (като измери детайлите). Въпреки това, за да проверите празнината, е по-удобно да използвате калибриран пластмасов проводник. В този случай е необходимо да почистите добре работните повърхности на втулките и съответната шийка на коляновия вал. След това поставете парче пластмасова тел върху повърхността му. Монтирайте свързващия прът с капачката или капачката на основния лагер върху шийката на коляновия вал (в зависимост от вида на шийката на матката, която се проверява) и затегнете монтажните гайки или болтове. Отстранете капака и като сплескате жицата, определете размера на празнината, като използвате скалата, отпечатана върху опаковката.
Ако празнината е в рамките на толеранса или по-малка от границата (0,1 mm за биелни шийки и 0,15 mm за основни шийки), тогава тези вложки могат да се използват отново.
Ако празнината е по-голяма от максималната, е необходимо лагерните черупки на тези шийки да се сменят с нови. Ако шийките на коляновия вал са износени, трябва да се шлифоват до ремонтен размер и лагерите да се сменят с ремонтни (увеличена дебелина).
Необходима е електрическа пещ с термостатно управление за нагряване на горните глави на мотовилките, за да се осигури опън във връзката щифт-биела. За по-добро нагряване поставете свързващите пръти с горните им глави вътре в пещта. Ако свързващият прът се постави в студена фурна, температурата на фурната се регулира на 240°C. Свързващите пръти се отстраняват, когато температурата достигне тази стойност. Ако биелите се поставят в загрята до 240°C пещ, те се държат при тази температура 15 минути.
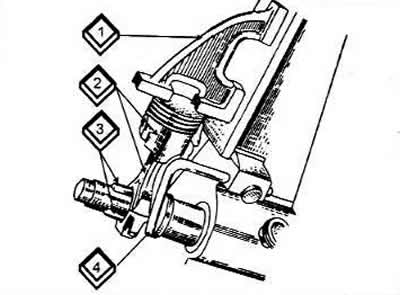
Инструменти за натискане на буталния болт в буталото и биелата
Пръстът трябва да бъде подготвен предварително за монтаж на устройството. За да направите това, трябва да поставите буталния щифт (2) и водача (3) върху ролката (1) на устройството, като го закрепите с винт (4).
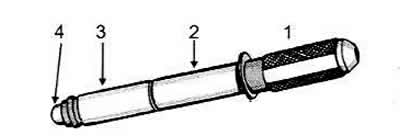
Затегнете хлабаво винта, за да избегнете заклинването му, когато буталния щифт се разшири от контакт с нагрятия свързващ прът. Извадете нагрятия свързващ прът от фурната и го затегнете в менгеме възможно най-бързо. Поставете буталото върху него и използвайте инструмента, за да натиснете буталния щифт в отвора на буталото и в горната глава на мотовилката. така че рамото на устройството да докосва буталото. В този случай буталото трябва да се притисне с издатината си към горната глава на мотовилката в посоката на натискане, показана от стрелката.
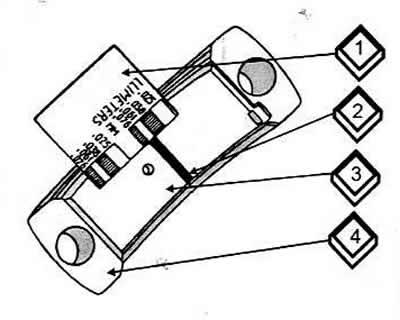
Устройство за проверка на силата на натискане на буталния болт с динамометричен ключ
За да направите това, е необходимо да затегнете основата на устройството в менгеме и да спуснете индикаторната скоба (8).
Монтирайте сглобеното бутало с мотовилката върху устройството и вкарайте пръта с резба (3) в отвора на щифта, докато главата му (2) опре в края на щифта. Завийте гайката (5) на противоположния край на пръта, така че да докосне опората и се избират възможните празнини. Поставете ограничителя (6) в жлеба на пръта, като го предпазвате от завъртане. Повдигнете скобата (8) в хоризонтално положение, закрепете я с дръжката (7) и монтирайте индикатора (9), чийто щифт (1) опира в главата (2) на пръта. Задайте индикатора на нула.
С помощта на динамометричен ключ (2) приложете въртящ момент от 13 Nm към гайката (1), което съответства на аксиално натоварване от 2 kN. Спуснете динамометъра. В този случай стрелката на индикатора трябва да се върне на нула. Ако щифтът се е преместил в главата на мотовилката, мотовилката трябва да се смени.
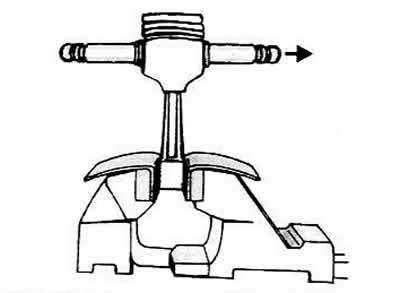
Устройство за проверка на успоредността на осите на буталния болт и долната глава на мотовилката
Долна глава на биела (без вложки) той трябва да бъде инсталиран на устройството и центриран с прибиращи се ножове (2). Инсталирайте измервателен уред (4) на дъното на буталото и използвайте комплект измервателни уреди, за да определите празнината между вертикалната плоча на устройството и вертикалната равнина на измервателния уред на разстояние 125 mm от ъгъла или горния край на уреда. Мястото на измерване зависи от това с какво докосва уреда вертикалната плоча - ъгъла или горния край. Допуска се празнина от не повече от 0,4 mm. Ако празнината е по-голяма, биелата трябва да се смени.
Шлифовъчна машина и приспособление за шлайфане на основни и биелни шийки на коляновия вал
С помощта на фланец (1) и разделителна втулка (2) коляновият вал се монтира върху шлифовъчна машина. В зависимост от износването на шийките на коляновия вал те се шлифоват до необходимите размери.
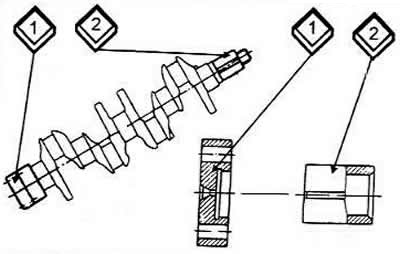
1 фланец
2 Разделена втулка.
Призми за проверка на геометричните параметри на коляновия вал
За да направите това, е необходимо да монтирате коляновия вал на две призми и да използвате индикатор, за да проверите изтичането и несъответствието на неговите списания.
Фреза и дорник за фреза за обработка на щепсели на коляновия вал
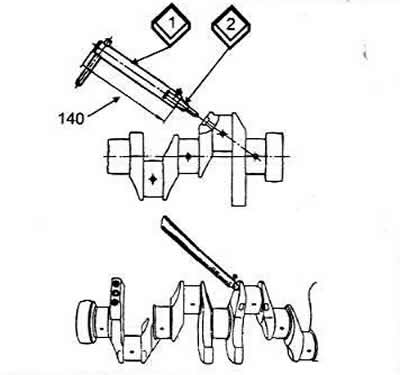
След шлайфане и последващо довършване на шийките на коляновия вал на двигателя е необходимо да се отстранят пробките на маслените канали и да се обработят гнездата на пробките с фреза (2), монтирана на дорник (1). Измийте старателно коляновия вал и неговите канали с бензин и продухайте със сгъстен въздух.
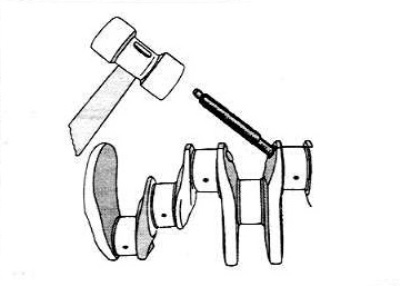
Дорник за пресоване на нови тапи
След натискане щепселът трябва да се пробие на няколко места.
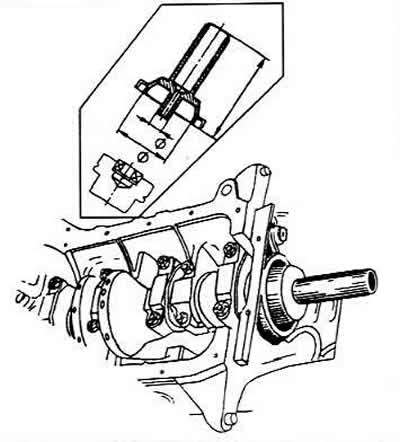
Устройство за измерване на аксиалната хлабина на коляновия вал на двигател, монтиран на превозно средство
Аксиалното движение на коляновия вал се създава чрез натискане и отпускане на педала на съединителя. Стойността на аксиалния хлабина се определя от движението на предния край на коляновия вал. Максимално допустимата празнина не трябва да надвишава 0,35 mm.
Дорник за монтиране на държача на задното семеринг (с жлеза) на коляновия вал
За да направите това, трябва да смажете уплътнението с двигателно масло и, без да го оставяте да провисне, да го натиснете в държача.
Монтажна дъска — за извършване на ремонтни работи на главата на цилиндъра, свалена от двигателя.