
Spis treści: Narzędzie do ostrzenia pierścieni… ↓ Narzędzia do wciskania sworznia… ↓ Urządzenie do badania wytrzymałości… ↓ Urządzenie do sprawdzania… ↓ Szlifierka i przyrząd do szlifowania… ↓ Pryzmaty do sprawdzania parametrów… ↓ Frez i trzpień frezujący do obróbki… ↓ Trzpień do wciskania nowych wtyczek ↓ Urządzenie do pomiaru luzu osiowego… ↓ Trzpień do montażu tylnego uchwytu… ↓
Trawers — do demontażu i montażu silnika. W tym celu należy zawiesić na podnośniku poprzeczkę lub zacisk, chwytając silnik hakami z prawej strony za wspornik zamontowany na przednim trzpieniu kolektora wydechowego, a z lewej - za otwór technologiczny wykonany w uchu bloku silnika, ewentualnie za śrubę wkręconą w gwintowany otwór mocowania obudowy sprzęgła.
Podstawka— do demontażu i montażu silnika.
Nawias — do montażu silnika na stojaku.
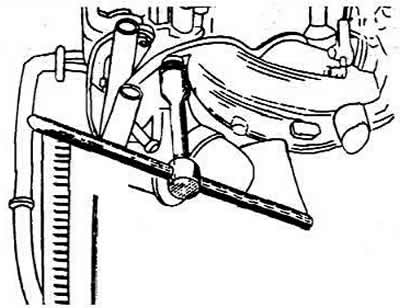
Klawisz— do mocowania nakrętek kolektora dolotowego i wydechowego. Moment dokręcania nakrętek wynosi 25 Nm. Odkręcanie nakrętek pokazano na rysunku.
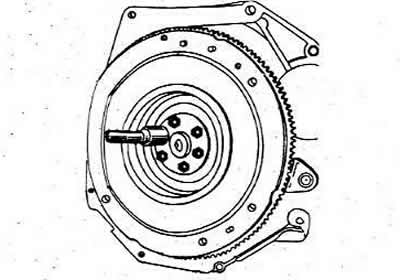
Stabilizator— aby zapobiec obracaniu się koła zamachowego. Podczas luzowania lub dokręcania zapadki wału korbowego, śrub mocujących sprzęgło lub koła zamachowego, konieczne jest zamontowanie zabezpieczenia w otworze w bloku, aby zabezpieczyć koło zamachowe przed obracaniem się.
Klawisz— do luzowania i dokręcania centralnej śruby wału korbowego oraz obracania wałem korbowym silnika podczas regulacji zaworów.
Wioślarz— aby zdemontować przednie łożysko wałka wyjściowego skrzyni biegów.
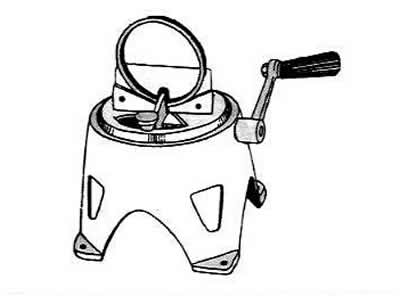
Klawiatura— do odkręcania i wkręcania szpilek.
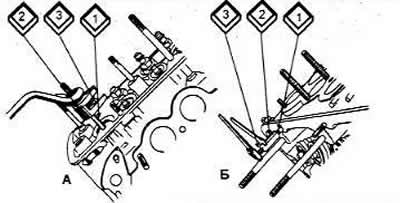
Za pomocą klucza (A) śrubę (1) zaciska się w piaście (2) za pomocą mimośrodu (3). W kluczu (B) sworzeń (1) zaciśnięty jest w nakrętce (2) za pomocą śruby (3). Średnica i skok gwintu klucza muszą odpowiadać średnicy szpilki.
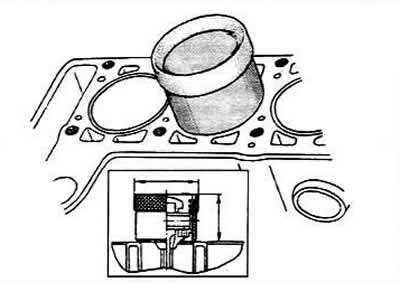
Zestaw tulei — do montażu tłoków zmontowanych z pierścieniami tłokowymi i korbowodami w cylindrach bloku silnika. Przy montażu tłoków wybiera się tuleję odpowiadającą rozmiarowi tłoka. Przed montażem powierzchnie cylindrów i tłoków należy nasmarować olejem silnikowym.
Trzpienie— do wciskania korków wału korbowego i bloku cylindrów. Świece wykręca się przy użyciu przebijaka rdzeniowego podczas remontu kapitalnego silnika. Ich celem jest dokładne oczyszczenie płaszcza chłodzącego bloku cylindrów z kamienia oraz kanałów olejowych bloku cylindrów, wału korbowego i wałka rozrządu z osadów żywicznych na ich ściankach. Po wciśnięciu korków kanałów olejowych konieczne jest ich uszczelnienie w kilku miejscach za pomocą przebijaka.
Wskaźniki pierścieniowe — aby ustawić wskaźnik średnicy cylindra na zero podczas pomiaru zużycia cylindrów silnika.
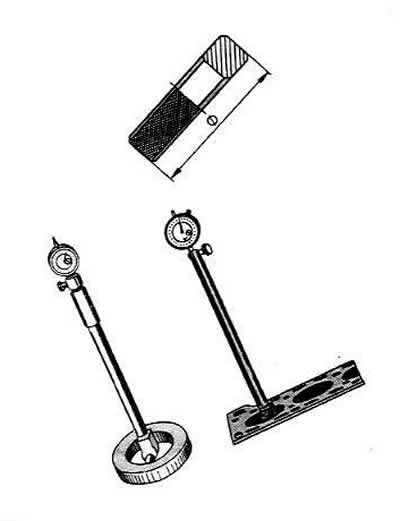
Nutrometr — do pomiaru zużycia cylindrów bloku silnika. Średnicę cylindra mierzy się w czterech pasach. W każdym pasie wykonuje się dwa pomiary – w kierunku wzdłużnym i poprzecznym silnika. W obszarze pasa (1) cylindry są praktycznie niezużywalne. Dlatego też na podstawie różnicy w pomiarach pierwszego i pozostałych pasów można ocenić stopień zużycia cylindrów.
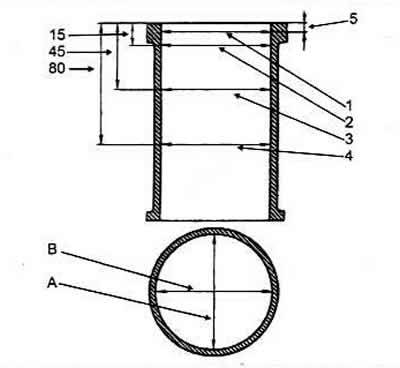
A, B. Kierunek pomiarów
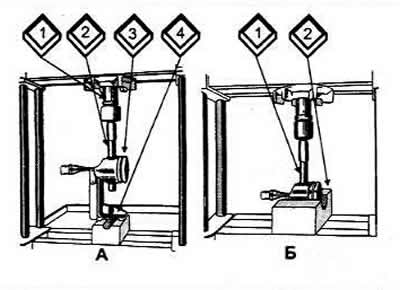
Maszyna do wiercenia— do rozwiercania cylindrów bloku silnika do wymiarów naprawczych, honownica — do końcowej obróbki cylindrów. Honowanie wykonuje się najpierw za pomocą zestawu kamieni ściernych o średniej ziarnistości, a następnie za pomocą kamieni drobnoziarnistych. Aby uzyskać jak największą czystość powierzchni roboczej cylindra, wykańcza się ją drobnoziarnistym papierem ściernym nawiniętym na głowicę honującą. Podpora trzpienia i tłoka - do wyciskania sworznia tłokowego. Wyciskanie sworznia tłokowego odbywa się za pomocą prasy wykorzystującej trzpień 2 (A) i podporę (4) z cylindrycznym wgłębieniem, w którym umieszcza się tłok, lub za pomocą podpory 2 (B). Przed wyciśnięciem sworznia należy zdjąć pierścienie tłokowe.
Narzędzie do ostrzenia pierścieni tłokowych
Sprawdzanie odbywa się przy pomocy zestawu szczelinomierzy podczas montażu pierścieni w sprawdzianie o średnicy otworu równej średnicy nominalnej pierścienia, z tolerancją ±0,003 mm.
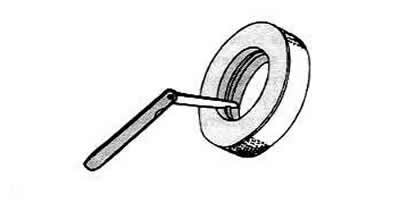
Jeżeli szczelina jest niewystarczająca, należy spiłować powierzchnie styku pierścieni na przyrządzie, a jeżeli szczelina jest zbyt duża, pierścienie należy wymienić.
Kalibrowany drut plastikowy — aby sprawdzić luz między łożyskami i czopami wału korbowego silnika. Luz między panewkami łożyskowymi a czopem wału korbowego można sprawdzić za pomocą obliczeń (zmierzywszy szczegóły). Jednak do sprawdzenia szczeliny wygodniej jest użyć kalibrowanego drutu plastikowego. W tym przypadku konieczne jest dokładne oczyszczenie powierzchni roboczych tulei ślizgowych i odpowiadającego im czopu wału korbowego. Następnie połóż na jego powierzchni kawałek plastikowego drutu. Zamontuj korbowód z pokrywą lub pokrywę łożyska głównego na czopie wału korbowego (w zależności od rodzaju badanej szyjki macicy) i dokręć nakrętki lub śruby mocujące. Zdejmij pokrywkę i spłaszczaj drut, a następnie określ rozmiar szczeliny, korzystając ze skali nadrukowanej na opakowaniu.
Jeżeli przerwa mieści się w granicach tolerancji lub jest mniejsza od limitu (0,1 mm dla czopów korbowodowych i 0,15 mm dla czopów głównych), następnie wkładki te można wykorzystać ponownie.
Jeżeli szczelina jest większa od maksymalnej, konieczna jest wymiana panewek łożyskowych na tych czopach na nowe. Jeżeli czopy wału korbowego są zużyte, należy je przeszlifować do rozmiaru odpowiadającego wymiarowi naprawy, a łożyska wymienić na nowe (zwiększona grubość).
Aby zapewnić napięcie połączenia sworzeń-korbowód, konieczny jest piec elektryczny z termostatyczną regulacją do nagrzewania górnych głowic korbowodów. Aby uzyskać lepsze nagrzewanie, należy umieścić korbowody górnymi głowicami wewnątrz pieca. Jeżeli korbowód zostanie umieszczony w zimnym piecu, temperaturę pieca należy ustawić na 240°C. Korbowody należy zdemontować, gdy temperatura osiągnie tę wartość. Jeżeli korbowody umieścimy w piecu nagrzanym do 240°C, to będziemy je trzymać w tej temperaturze przez 15 minut.
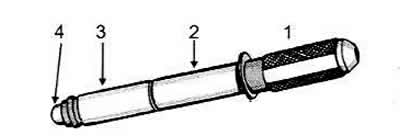
Narzędzia do wciskania sworznia tłokowego w tłok i korbowód
Palec należy wcześniej przygotować do montażu na urządzeniu. W tym celu należy nałożyć sworzeń tłokowy (2) i prowadnicę (3) na rolkę (1) urządzenia, zabezpieczając ją śrubą (4).
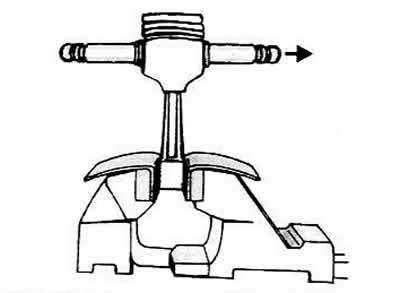
Dokręć śrubę luźno, aby uniknąć jej zakleszczenia, gdy sworzeń tłokowy rozszerzy się na skutek kontaktu z rozgrzanym korbowodem. Wyjmij rozgrzany korbowód z piekarnika i zaciśnij go w imadle tak szybko, jak to możliwe. Umieść tłok na korbowodzie i za pomocą narzędzia wsuń sworzeń tłokowy w otwór tłoka i górną głowicę korbowodu. tak, aby ramię urządzenia dotykało tłoka. W tym przypadku tłok należy docisnąć piastą do górnej głowicy korbowodu w kierunku wskazanym strzałką.
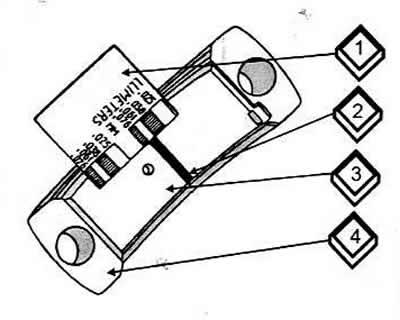
Urządzenie do badania wytrzymałości docisku sworznia tłokowego za pomocą klucza dynamometrycznego
W tym celu należy zamocować podstawę urządzenia w imadle i opuścić uchwyt wskaźnika (8).
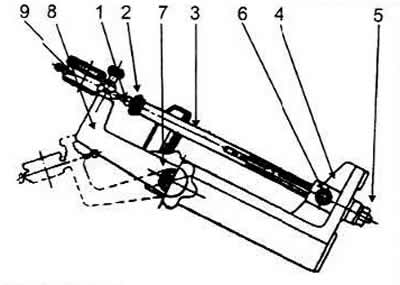
Zamontuj zmontowany tłok z korbowodem na urządzeniu i wsuń pręt gwintowany (3) w otwór w sworzniu, aż jego główka (2) oprze się o koniec sworznia. Nakręć nakrętkę (5) na przeciwległy koniec pręta tak, aby dotykała podpory i wybierz możliwe szczeliny. Zamontuj ogranicznik (6) w rowku pręta, zapobiegając jego obracaniu się. Podnieś wspornik (8) do pozycji poziomej, zabezpiecz go uchwytem (7) i zamontuj wskaźnik (9), którego sworzeń (1) opiera się o główkę (2) pręta. Ustaw wskaźnik na zero.
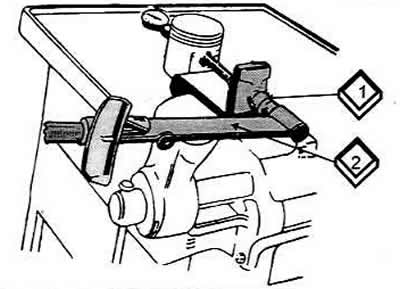
Za pomocą klucza dynamometrycznego (2) przyłożyć do nakrętki (1) moment obrotowy 13 Nm, co odpowiada obciążeniu osiowemu 2 kN. Opuść dynamometr. W takim przypadku strzałka wskaźnika powinna powrócić do zera. Jeżeli sworzeń w głowicy korbowodu uległ przesunięciu, korbowód należy wymienić.
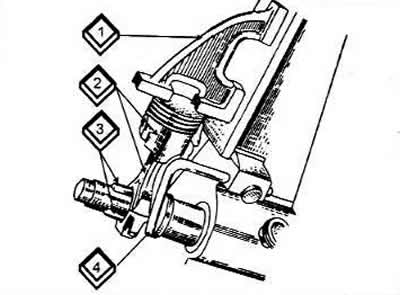
Urządzenie do sprawdzania równoległości osi sworznia tłokowego i dolnej głowicy korbowodu
Dolna głowica korbowodu (bez wkładek) należy go zamontować na urządzeniu i wycentrować za pomocą noży chowanych (2). Zamontuj wskaźnik (4) na dnie tłoka i za pomocą zestawu szczelinomierzy określ szczelinę między pionową płytą urządzenia a pionową płaszczyzną wskaźnika w odległości 125 mm od narożnika lub górnego końca wskaźnika. Miejsce pomiaru zależy od tego, z czym wskaźnik styka się z płytą pionową – rogiem czy górnym końcem. Dopuszczalna szczelina nie może być większa niż 0,4 mm. Jeżeli szczelina jest większa, należy wymienić korbowód.
Szlifierka i przyrząd do szlifowania czopów głównych i korbowodowych wału korbowego
Za pomocą kołnierza (1) i tulei dzielonej (2) wał korbowy mocowany jest na szlifierce. W zależności od stopnia zużycia czopów wału korbowego, są one szlifowane do wymaganych wymiarów.
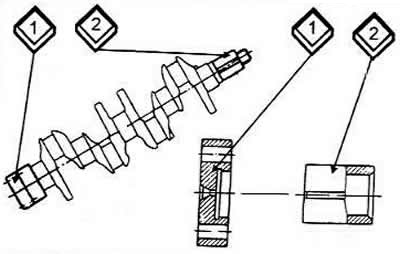
1 kołnierz
2 Tuleja dzielona.
Pryzmaty do sprawdzania parametrów geometrycznych wału korbowego
W tym celu należy zamontować wał korbowy na dwóch pryzmach i za pomocą wskaźnika sprawdzić bicie i rozbieżność jego czopów.
Frez i trzpień frezujący do obróbki gniazd świec zapłonowych wału korbowego
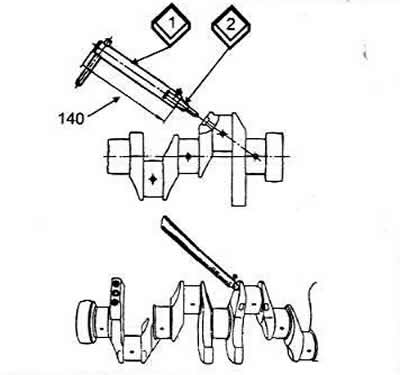
Po oszlifowaniu i późniejszym wykończeniu czopów wału korbowego silnika konieczne jest wykręcenie korków kanałów olejowych i obróbka gniazd korków frezem (2) osadzonym na trzpieniu (1). Dokładnie umyj wał korbowy i jego kanały benzyną i przedmuchaj sprężonym powietrzem.
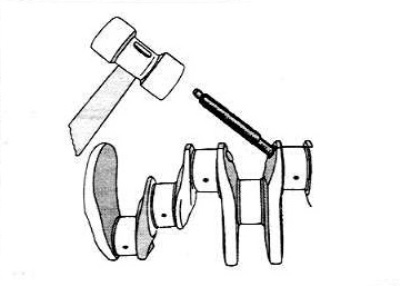
Trzpień do wciskania nowych wtyczek
Po wciśnięciu wtyczki należy ją przebić w kilku punktach.
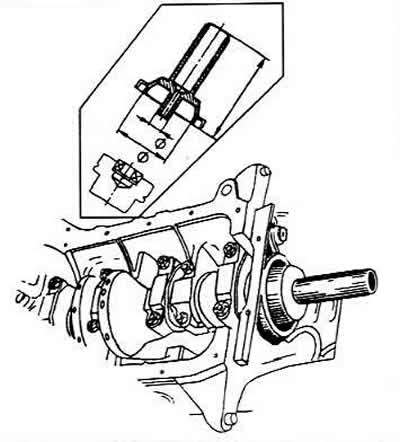
Urządzenie do pomiaru luzu osiowego wału korbowego silnika zamontowanego w pojeździe
Ruch osiowy wału korbowego uzyskuje się poprzez naciskanie i zwalnianie pedału sprzęgła. Wartość luzu osiowego ustalana jest na podstawie ruchu przedniego końca wału korbowego. Maksymalna dopuszczalna szczelina nie powinna przekraczać 0,35 mm.
Trzpień do montażu tylnego uchwytu uszczelniacza olejowego (z gruczołem) na wale korbowym
Aby to zrobić, należy nasmarować uszczelkę olejem silnikowym i, nie dopuszczając do jej ugięcie, wcisnąć ją do uchwytu.
Płyta montażowa — wykonać prace naprawcze głowicy cylindra wyjętej z silnika.