
Obsah: Nástroj na ostrenie piestnych krúžkov ↓ Nástroje na zalisovanie piestneho… ↓ Zariadenie na testovanie pevnosti… ↓ Zariadenie na kontrolu rovnobežnosti… ↓ Brúska a prípravok na brúsenie… ↓ Hranoly na kontrolu geometrických… ↓ Fréza a frézovací tŕň na opracovanie… ↓ Tŕň na zalisovanie nových zátok ↓ Zariadenie na meranie axiálnej vôle… ↓ Tŕň na inštaláciu zadného držiaka… ↓
Traverzovať — na demontáž a montáž motora. Aby ste to dosiahli, musíte na kladkostroj zavesiť priečnik alebo svorku, chytiť motor háčikmi na pravej strane za držiak namontovaný na prednom čape výfukového potrubia a vľavo za technologický otvor vytvorený v oku bloku motora alebo za skrutku zaskrutkovanú do závitového otvoru držiaka krytu spojky.
Postavte sa— na demontáž a montáž motora.
Držiak — na montáž motora na stojan.
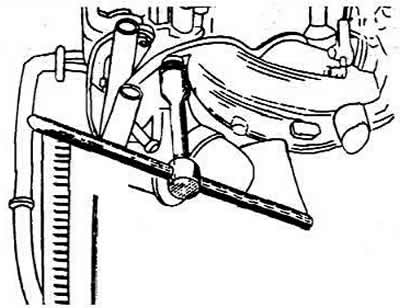
Kľúč— na upevnenie matíc sacieho a výfukového potrubia. Uťahovací moment matíc je 25 Nm. Odskrutkovanie matíc je znázornené na obrázku.
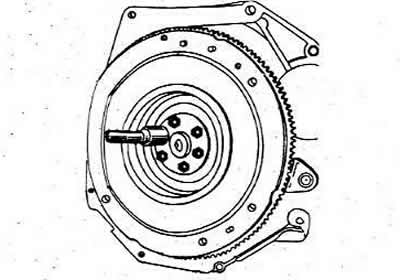
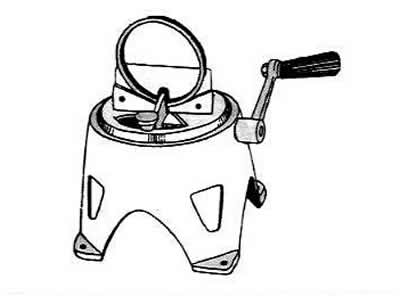
Fixátor— aby sa zotrvačník nepretáčal. Pri uvoľňovaní alebo uťahovaní rohatky kľukového hriadeľa, upevňovacích skrutiek spojky alebo zotrvačníka je potrebné do otvoru v bloku namontovať držiak na zaistenie zotrvačníka proti otáčaniu.
Kľúč— na povoľovanie a doťahovanie centrálnej skrutky kľukového hriadeľa a otáčanie kľukového hriadeľa motora pri nastavovaní ventilov.
Sťahovák— na odstránenie predného ložiska primárneho hriadeľa prevodovky.
Keys— na odskrutkovanie a zaskrutkovanie čapov.
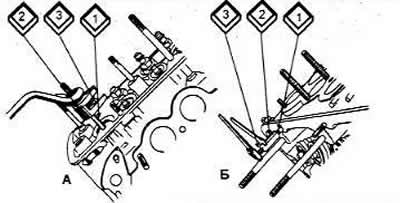
Pomocou kľúča (A) je čap (1) upnutý v náboji (2) pomocou excentra (3). V kľúči (B) je kolík (1) upnutý v matici (2) skrutkou (3). Priemer a stúpanie závitu kľúča musia zodpovedať čapu.
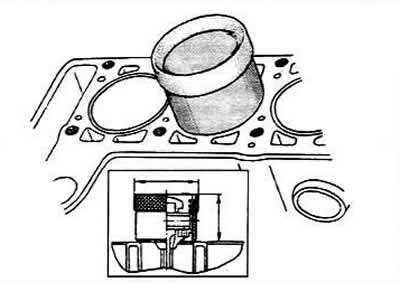
Sada puzdier — na inštaláciu piestov zmontovaných s piestnymi krúžkami a ojnicami do valcov bloku motora. Pri inštalácii piestov sa vyberie puzdro, ktoré zodpovedá veľkosti piestu. Povrchy valcov a piestov musia byť pred montážou namazané motorovým olejom.
Tŕne— na zalisovanie zátky kľukového hriadeľa a bloku valcov. Zátky sa odstraňujú pomocou dierovača a vykonávajú sa počas generálnej opravy motora, aby sa dôkladne vyčistil chladiaci plášť bloku valcov od vodného kameňa a olejové kanály bloku valcov, kľukového hriadeľa a vačkového hriadeľa od živicových usadenín na ich stenách. Po zatlačení zátok olejových kanálov je potrebné ich na niekoľkých miestach utesniť razníkom.
Krúžkové meradlá — nastavenie vŕtania na nulu pri meraní opotrebovania valcov motora.
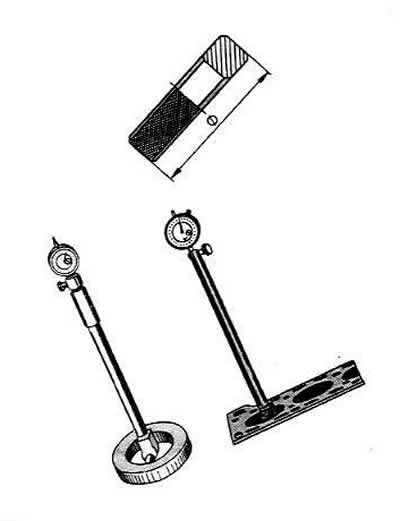
Nutrometer — na meranie opotrebovania valcov bloku motora. Priemer valca sa meria v štyroch pásoch. V každom páse sa vykonajú dve merania - v pozdĺžnom a priečnom smere motora. V oblasti pásu (1) sa valce prakticky neopotrebúvajú. Preto je možné na základe rozdielu v meraniach prvého a ostatných remeňov posúdiť mieru opotrebenia valcov.
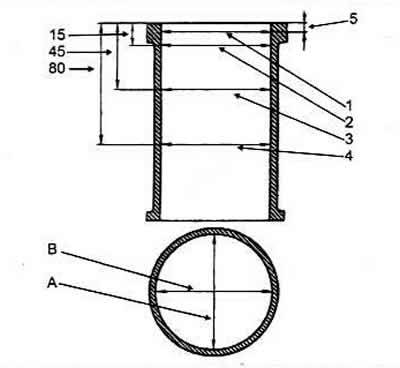
A, B. Smer meraní
Vyvrtávací stroj— na vyvrtávanie valcov bloku motora na veľkosť opravy, honovací stroj — na konečné spracovanie valcov. Honovanie sa vykonáva najskôr súpravou stredne zrnitých brúsnych kameňov, potom jemnozrnnými. Pre dosiahnutie čo najlepšej čistoty pracovnej plochy valca je povrchová úprava jemnozrnným brúsnym papierom navinutým na honovacej hlave. Držiak tŕňa a piestu - na vytlačenie piestneho čapu. Piestny čap sa vytlačí pomocou lisu pomocou tŕňa 2 (A) a podpery (4) s valcovým vybraním, do ktorého je piest uložený, alebo pomocou podpery 2 (B). Pred vytlačením čapu odstráňte piestne krúžky.
Nástroj na ostrenie piestnych krúžkov
Kontroluje sa pomocou sady spáromerov pri inštalácii krúžkov do meracieho prístroja s priemerom otvoru rovným menovitému priemeru krúžku s toleranciou ±0,003 mm.
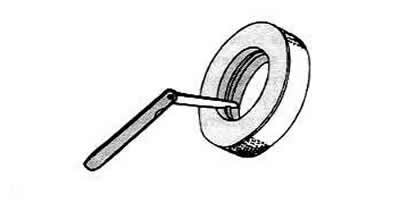
Ak je medzera nedostatočná, je potrebné spojovacie plochy krúžkov opilovať na prístroji a ak je medzera príliš veľká, krúžky je potrebné vymeniť.
Kalibrovaný plastový drôt — skontrolovať vôľu medzi ložiskami a čapmi kľukového hriadeľa motora. Vôľu medzi ložiskovými panvami a čapom kľukového hriadeľa je možné skontrolovať výpočtom (po zmeraní detailov). Na kontrolu medzery je však vhodnejšie použiť kalibrovaný plastový drôt. V tomto prípade je potrebné dôkladne vyčistiť pracovné plochy vložiek a príslušného čapu kľukového hriadeľa. Potom na jeho povrch položte kúsok plastového drôtu. Namontujte ojnicu s uzáverom alebo uzáverom hlavného ložiska na čap kľukového hriadeľa (v závislosti od typu kontrolovaného krčka maternice) a utiahnite upevňovacie matice alebo skrutky. Odstráňte veko a sploštením drôtu určte veľkosť medzery pomocou stupnice vytlačenej na obale.
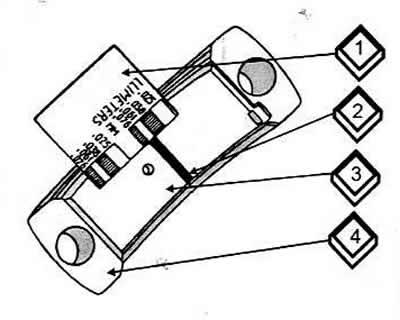
Ak je medzera v rámci tolerancie alebo menšia ako limit (0,1 mm pre čapy ojnice a 0,15 mm pre hlavné čapy), potom je možné tieto vložky znova použiť.
Ak je medzera väčšia ako maximálna, je potrebné vymeniť ložiskové panvy na týchto čapoch za nové. Ak sú čapy kľukového hriadeľa opotrebované, treba ich obrúsiť na opravný rozmer a ložiská vymeniť za opravné (zvýšená hrúbka).
Pre zaistenie napätia v spoji čap-ojnica je potrebná elektrická pec s termostatickým ovládaním na ohrev horných hláv ojníc. Kvôli lepšiemu ohrevu umiestnite spojovacie tyče ich hornými hlavami dovnútra pece. Ak je ojnica vložená do studenej rúry, teplota rúry sa nastaví na 240°C. Keď teplota dosiahne túto hodnotu, spojovacie tyče sa odstránia. Ak sú ojnice vložené do pece vyhriatej na 240°C, udržiavajú sa pri tejto teplote 15 minút.
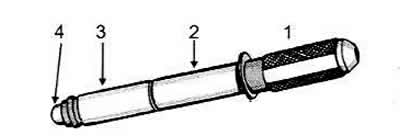
Nástroje na zalisovanie piestneho čapu do piestu a ojnice
Prst musí byť vopred pripravený na montáž na zariadenie. Na to musíte nasadiť piestny čap (2) a vodidlo (3) na valček (1) zariadenia a zaistiť ho skrutkou (4).
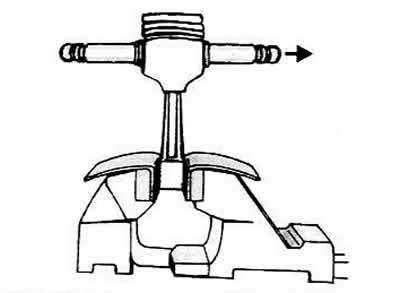
Utiahnite skrutku voľne, aby ste zabránili jej zaseknutiu, keď sa piestny čap roztiahne z kontaktu s vyhrievanou ojnicou. Zohriatu spojovaciu tyč vyberte z rúry a čo najrýchlejšie ju upnite do zveráka. Umiestnite naň piest a pomocou nástroja zatlačte piestny čap do otvoru piestu a do hornej hlavy ojnice. aby sa rameno zariadenia dotýkalo piestu. V tomto prípade by mal byť piest pritlačený svojim výstupkom proti hornej hlave ojnice v smere lisovania znázornenom šípkou.
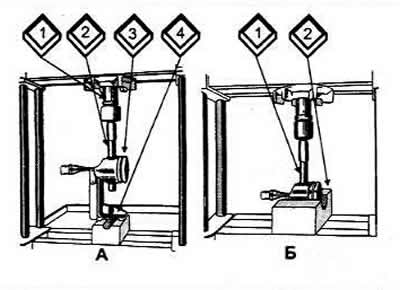
Zariadenie na testovanie pevnosti stlačenia piestneho čapu pomocou momentového kľúča
K tomu je potrebné upnúť základňu zariadenia do zveráka a spustiť držiak indikátora (8).
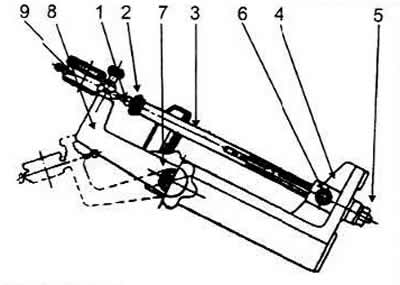
Namontujte zostavený piest s ojnicou na zariadenie a vložte závitovú tyč (3) do otvoru v čape, až kým sa jeho hlava (2) nedotkne konca čapu. Naskrutkujte maticu (5) na opačný koniec tyče tak, aby sa dotýkala podpery a vybrali sa možné medzery. Nainštalujte zarážku (6) do drážky tyče a zabráňte jej otáčaniu. Zdvihnite držiak (8) do vodorovnej polohy, zaistite ho rukoväťou (7) a nainštalujte indikátor (9), ktorého kolík (1) sa opiera o hlavu (2) tyče. Nastavte indikátor na nulu.
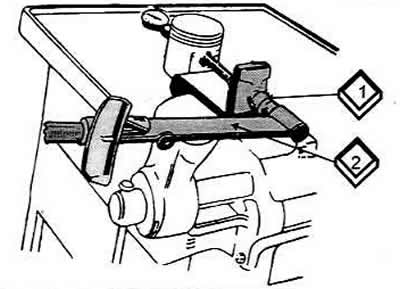
Pomocou momentového kľúča (2) aplikujte na maticu (1) krútiaci moment 13 Nm, čo zodpovedá axiálnemu zaťaženiu 2 kN. Spustite dynamometer. V tomto prípade by sa šípka indikátora mala vrátiť na nulu. Ak sa čap v hlave ojnice pohol, ojnicu je potrebné vymeniť.
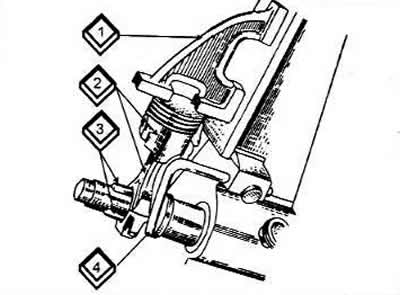
Zariadenie na kontrolu rovnobežnosti osí piestneho čapu a spodnej hlavy ojnice
Spodná hlava ojnice (bez vložiek) musí byť nainštalovaný na zariadení a vycentrovaný pomocou zasúvateľných nožov (2). Nainštalujte mierku (4) na spodok piestu a pomocou sady spáromerov určte medzeru medzi zvislou doskou zariadenia a zvislou rovinou meradla vo vzdialenosti 125 mm od rohu alebo horného konca meradla. Miesto merania závisí od toho, čím sa meradlo dotýka vertikálnej dosky - rohom alebo horným koncom. Je povolená medzera nie väčšia ako 0,4 mm. Ak je medzera väčšia, je potrebné vymeniť ojnicu.
Brúska a prípravok na brúsenie hlavných a ojničných čapov kľukového hriadeľa
Pomocou príruby (1) a deleného puzdra (2) je kľukový hriadeľ namontovaný na brúske. V závislosti od opotrebovania čapov kľukového hriadeľa sú brúsené na požadované rozmery.
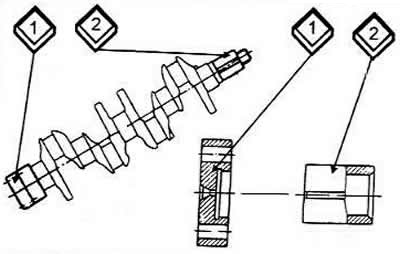
1 Príruba
2 Delené puzdro.
Hranoly na kontrolu geometrických parametrov kľukového hriadeľa
K tomu je potrebné namontovať kľukový hriadeľ na dva hranoly a pomocou indikátora skontrolovať hádzanie a nesúososť jeho čapov.
Fréza a frézovací tŕň na opracovanie zásuviek kľukového hriadeľa
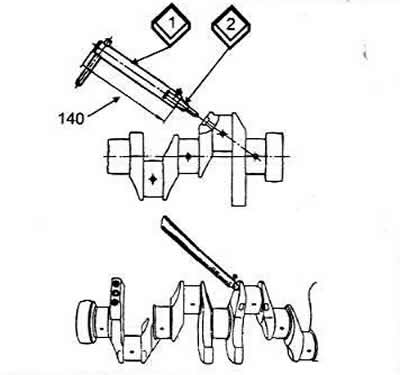
Po brúsení a následnom dohotovení čapov kľukového hriadeľa motora je potrebné demontovať zátky olejových kanálov a objímky zástrčiek opracovať frézou (2) namontovanou na tŕni (1). Dôkladne umyte kľukový hriadeľ a jeho priechody benzínom a vyfúkajte stlačeným vzduchom.
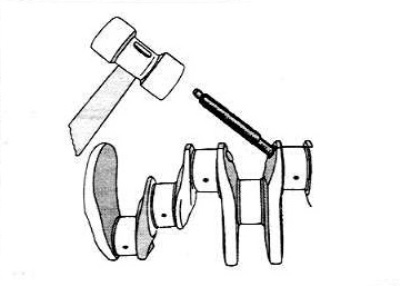
Tŕň na zalisovanie nových zátok
Po zatlačení zástrčky by sa mala na niekoľkých miestach preraziť.
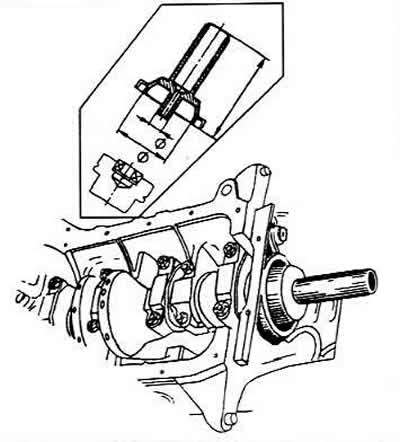
Zariadenie na meranie axiálnej vôle kľukového hriadeľa na motore inštalovanom na vozidle
Axiálny pohyb kľukového hriadeľa vzniká stlačením a uvoľnením pedálu spojky. Hodnota axiálnej vôle je určená pohybom predného konca kľukového hriadeľa. Maximálna povolená medzera by nemala presiahnuť 0,35 mm.
Tŕň na inštaláciu zadného držiaka olejového tesnenia (s žľazou) na kľukovom hriadeli
Aby ste to dosiahli, musíte tesnenie namazať motorovým olejom a bez toho, aby ste ho nechali klesnúť, zatlačte ho do držiaka.
Montážna doska — vykonať opravy na hlave valcov odstránenej z motora.
(Pôvodná verzia je na portáli: AUDImanual.ru)