
Садржај: Алат за оштрење клипних прстенова ↓ Алати за утискивање клипног клипа у… ↓ Уређај за проверу затегнутости… ↓ Уређај за проверу паралелизма… ↓ Машина за брушење и учвршћење за… ↓ Призме за проверу геометријских… ↓ Резач и трн резача за машинску… ↓ Трн за утискивање нових чепова ↓ Уређај за мерење аксијалног зазора… ↓ Трн за уградњу задњег држача… ↓
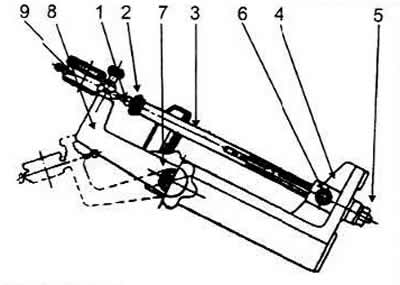
Траверсе — за скидање и уградњу мотора. Да бисте то урадили, потребно је окачити пречку или стезаљку на дизалицу, хватајући мотор кукама на десној страни за држач постављен на предњи клин издувног колектора, а са леве - за технолошку рупу направљену у ушцу блока мотора, или за вијак који је уврнут у навојни отвор на кућишту цлу.
Стани— за растављање и склапање мотора.
Заграда — за монтажу мотора на постоље.
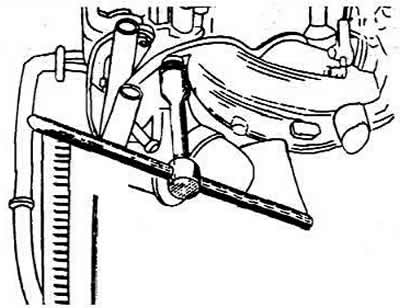
Кључ— за причвршћивање матица усисног и издувног колектора. Момент затезања матица је 25 Нм. Одвртање матица је приказано на слици.
Фикатор— да се замајац не окреће. Приликом отпуштања или затезања зупчаника радилице, вијака за причвршћивање квачила или замајца, потребно је уградити држач у рупу у блоку да би се замајац осигурао од окретања.
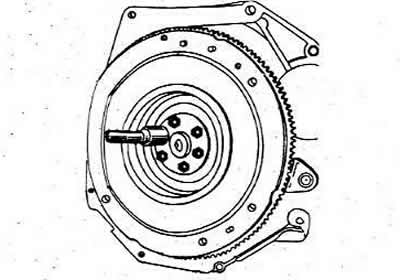
Кључ— за отпуштање и затезање централног вијка радилице и окретање радилице мотора приликом подешавања вентила.
Пуллер— да уклоните предњи лежај примарног вратила мењача.
Кључеви— за одвртање и увртање клинова.
Помоћу кључа (А) ексцентриком (3) се клин (1) учвршћује у главчину (2). У кључу (Б) клин (1) је причвршћен у матици (2) помоћу завртња (3). Пречник и корак навоја кључа морају одговарати навоју.
Сет чаура — за уградњу клипова склопљених са клипним прстеновима и клипњачама у цилиндре блока мотора. Приликом уградње клипова бира се чаура која одговара величини клипа. Површине цилиндара и клипова морају бити подмазане моторним уљем пре уградње.
Мандрелс— за утискивање чепова радилице и блока цилиндара. Чепови се скидају помоћу пробијача за језгро и изводе се током већег ремонта мотора како би се расхладни плашт блока цилиндара темељно очистио од каменца и уљни канали блока цилиндара, радилице и брегасте осовине од смоластих наслага на њиховим зидовима. Након утискивања чепова канала за уље, потребно их је заптити ударцем на неколико тачака.
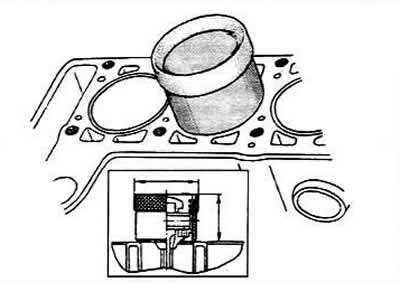
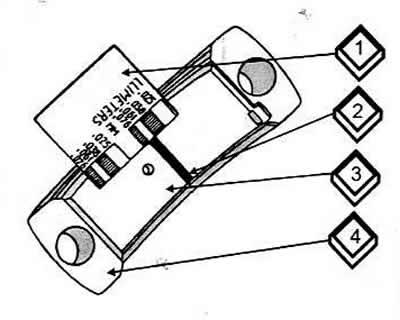
Мерачи прстенова — за постављање мерача отвора на нулу приликом мерења истрошености цилиндра мотора.
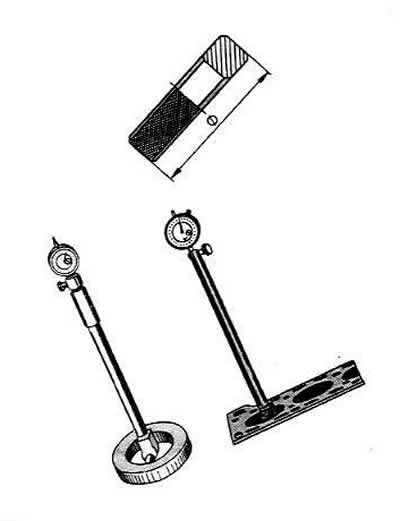
Нутрометар — за мерење хабања цилиндара блока мотора. Пречник цилиндра се мери у четири појаса. У сваком појасу се врше два мерења - у уздужном и попречном правцу мотора. У области каиша (1) цилиндри су практично без хабања. Дакле, на основу разлике у мерама првог и осталих каиша, може се судити о количини хабања цилиндара.
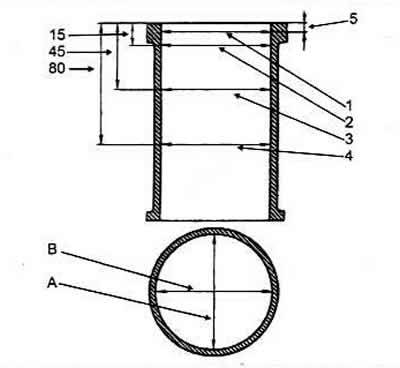
A, B. Правац мерења
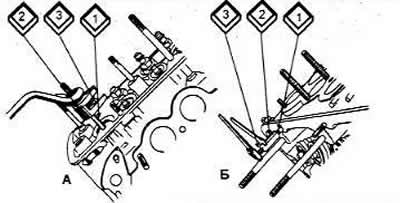
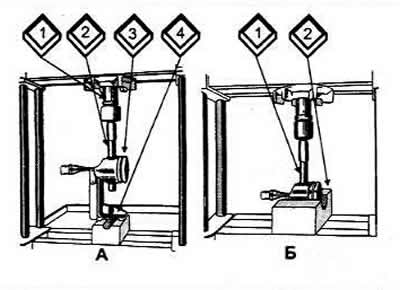
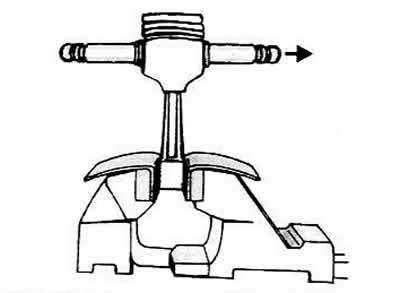
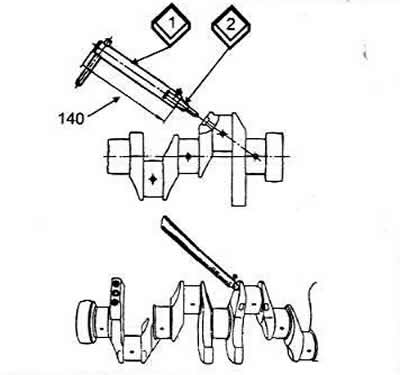
Машина за бушење— за бушење цилиндара блока мотора до величине за поправку, машина за хоновање — за завршну обраду цилиндара. Хоновање се изводи прво са сетом абразивних каменова средњег зрна, а затим са ситнозрним. Да би се постигла најбоља могућа чистоћа радне површине цилиндра, обрађена је ситнозрнатим брусним папиром намотаним на брусну главу. Трн и ослонац клипа - за истискивање клипног клипа. Клипни клип се истискује помоћу пресе помоћу трна 2 (А) и носача (4) са цилиндричним удубљењем у које се клип поставља, или помоћу носача 2 (Б). Пре него што притиснете клин, уклоните клипне прстенове.
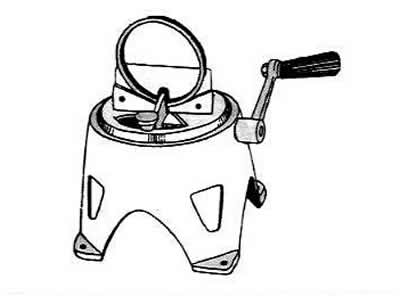
Алат за оштрење клипних прстенова
Проверава се комплетом мерила за мерење при уградњи прстенова у мерач пречника рупе једнак називном пречнику прстена, са толеранцијом ±0,003 мм.
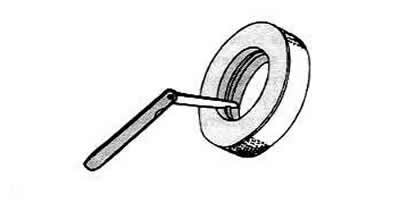
Ако је зазор недовољан, потребно је турпијати спојне површине прстенова на уређају, а ако је зазор превелик, прстенови се морају заменити.
Калибрирана пластична жица — да проверите зазор између лежајева и рукаваца радилице мотора. Зазор између кошуљица и рукавца радилице може се проверити прорачуном (мерењем делова). Међутим, да бисте проверили празнину, погодније је користити калибрирану пластичну жицу. У овом случају, потребно је темељно очистити радне површине кошуљица и одговарајући рукавац радилице. Затим ставите комад пластичне жице на његову површину. Уградите клипњачу са поклопцем или поклопцем главног лежаја (у зависности од типа рукавца који се проверава) на рукавац радилице и затегните монтажне навртке или завртње. Скините поклопац и изравнавањем жице одредите величину зазора помоћу скале одштампане на паковању.
Ако је зазор унутар толеранције или мањи од границе (0,1 мм за клипњаче и 0,15 мм за главне рукавце), онда се ови лежајеви могу поново користити.
Ако је зазор већи од максималног, потребно је заменити шкољке лежаја на овим чапцима новим. Ако су рукавци радилице истрошени, морају се избрусити до величине за поправку, а облоге се морају заменити истрошеним (веће дебљине).
Неопходна је електрична пећ са термостатском контролом за загревање горњих глава клипњача да би се обезбедила напетост у споју клипњаче. За боље загревање, поставите клипњаче са горњим главама унутар пећи. Ако се клипњача стави у хладну рерну, температура рерне се подешава на 240°C. Клипњаче се уклањају када температура достигне ову вредност. Ако се клипњаче стављају у рерну загрејану на 240°Ц, држе се на овој температури 15 минута.
Алати за утискивање клипног клипа у клип и клипњачу
Прст се мора унапред припремити за монтажу на уређај. Да бисте то урадили, треба да ставите клип (2) и вођицу (3) на ваљак (1) уређаја, причвршћујући га завртњем (4).
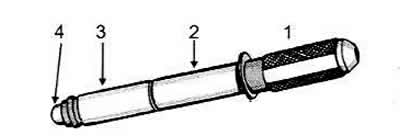
Лабаво притегните завртањ како бисте избегли заглављивање када се клип прошири од контакта са загрејаном клипњачом. Извадите загрејану клипњачу из рерне и што је пре могуће причврстите је у шкрипац. Поставите клип на њега и помоћу алата гурните клип у отвор клипа иу горњу главу клипњаче. тако да раме уређаја додирује клип. У том случају, клип треба притиснути са својом главком на горњу главу клипњаче у смеру притиска који показује стрелица.
Уређај за проверу затегнутости притиска клипног клипа помоћу момент кључа
Да бисте то урадили, потребно је стегнути основу уређаја у шкрипцу и спустити носач индикатора (8).
Монтирајте склопљени клип са клипњачом на уређај и убаците навојну шипку (3) у отвор на сворњаку док се њена глава (2) не наслони на крај клина. Заврните матицу (5) на супротни крај шипке тако да додирне ослонац и да се одаберу могући размаци. Уградите граничник (6) у жлеб шипке, спречавајући његово окретање. Подигните држач (8) у хоризонтални положај, причврстите га ручком (7) и уградите индикатор (9), чији клин (1) лежи на глави (2) шипке. Поставите индикатор на нулу.
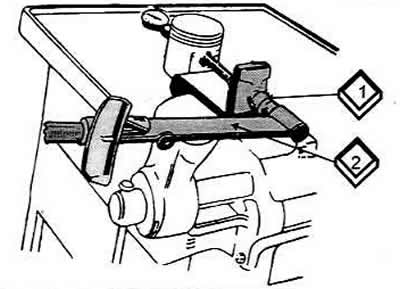
Помоћу момент кључа (2) примените обртни момент од 13 Нм на матицу (1), што одговара аксијалном оптерећењу од 2 кН. Спустите динамометар. У овом случају, стрелица индикатора треба да се врати на нулу. Ако се клин померио у глави клипњаче, клипњача се мора заменити.
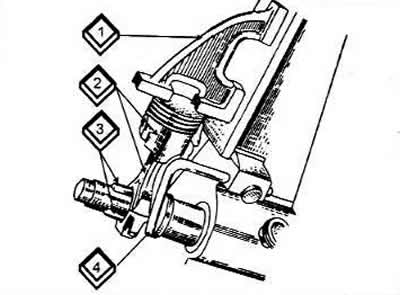
Уређај за проверу паралелизма осовина клипног клипа и доње главе клипњаче
Доња глава клипњаче (без кошуљице) мора се поставити на уређај и центрирати помоћу ножева који се увлаче (2). Уградите мерач (4) на дно клипа и помоћу комплета мерача за мерење одредите зазор између вертикалне плоче уређаја и вертикалне равни мерача на удаљености од 125 мм од угла или горњег краја мерача. Место мерења зависи од тога чиме мерач додирује вертикалну плочу - угао или горњи крај. Дозвољен је размак не већи од 0,4 мм. Ако је зазор већи, клипњача се мора заменити.
Машина за брушење и учвршћење за брушење главних и клипњачких рукаваца радилице
Користећи прирубницу (1) и подељену чауру (2), радилица се монтира на машину за млевење. У зависности од истрошености рукаваца радилице, они се брусе до потребних димензија.
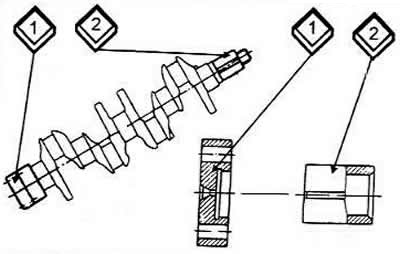
1 Прирубница
2 Сплит чаура.
Призме за проверу геометријских параметара радилице
Да бисте то урадили, потребно је уградити радилицу на две призме и помоћу индикатора проверити изливање и неусклађеност његових рукаваца.
Резач и трн резача за машинску обраду утичница радилице
Након брушења и накнадне дораде рукаваца радилице мотора, потребно је уклонити чепове канала за уље и обрадити утичнице резачем (2) постављеним на трн (1). Темељно оперите радилицу и њене пролазе бензином и издувајте компримованим ваздухом.
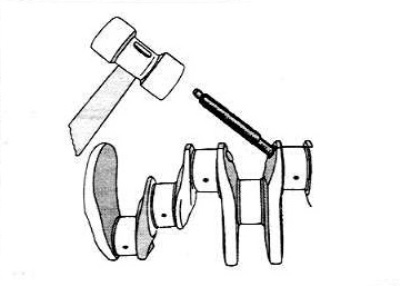
Трн за утискивање нових чепова
Након притискања утикача, треба га ударити на неколико тачака.
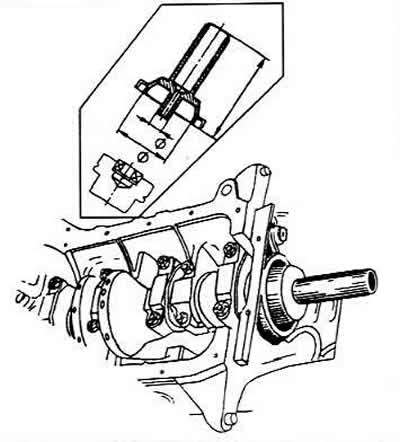
Уређај за мерење аксијалног зазора радилице на мотору уграђеном на возило
Аксијално кретање радилице се ствара притиском и отпуштањем педале квачила. Вредност аксијалног зазора је одређена померањем предњег краја радилице. Максимални дозвољени размак не би требало да прелази 0,35 мм.
Трн за уградњу задњег држача заптивке (са уљном заптивком) на радилицу
Да бисте то урадили, потребно је подмазати заптивку моторним уљем и, не дозвољавајући да се опусти, притисните га у држач.
Монтажна плоча — да изврши поправку главе цилиндра уклоњене са мотора.