
Przed podjęciem decyzji o naprawie konieczne jest zdiagnozowanie stanu połączeń poszczególnych podzespołów. Z reguły rozpoznanie ustala się na podstawie objawów pośrednich, takich jak:; zwiększony hałas, wibracje, zużycie oleju, przebicie gazu w skrzyni korbowej itp. W celu lepszej diagnostyki należy rozebrać jednostkę, umyć części, sprawdzić je i poddać analizie mikrometrycznej. Na podstawie wyników kontroli i mikrometrii podejmowana jest decyzja o kontynuowaniu eksploatacji bez napraw lub o przeprowadzeniu naprawy. W takim przypadku należy wziąć pod uwagę następujące kwestie: jeżeli rzeczywiste wymiary części mieszczą się w polach tolerancji dozwolonych w niniejszej instrukcji, wówczas możliwa jest dalsza eksploatacja urządzenia bez konieczności naprawy; jeżeli wymiary wykraczają poza dopuszczalny zakres tolerancji, konieczna jest naprawa. Rozszerzenia stref tolerancji podanych w niniejszym Przewodniku. należy rozumieć jako możliwość wykorzystania pozostałego zasobu jednostki bez przywracania połączeń. W przypadku naprawy jednostki podczas przywracania połączeń nie dopuszcza się rozszerzenia pól tolerancji poza pola nominalne.
Technologię naprawy zazwyczaj dzieli się na cztery główne etapy prac:
- 1. Demontaż i mycie.
- 2 Sortowanie kontrolne.
- 3. Naprawa właściwa polega na przywróceniu mikro- i makrogeometrii powierzchni części oraz ich właściwości fizycznych i mechanicznych.
- 4. Montaż wraz ze wstępną kontrolą części dostarczanych do montażu.
Operacje demontażu i mycia przeprowadzane są w kilku etapach - zewnętrzne mycie jednostki, częściowy demontaż, mycie jednostki, demontaż na części, mycie i czyszczenie części. Wszystkie części muszą być dokładnie oczyszczone z brudu i osadów węglowych, odtłuszczone, umyte i wysuszone przed inspekcją i sortowaniem.
Wyczyść kanały i otwory olejowe w częściach, przepłucz pod ciśnieniem i przedmuchaj sprężonym powietrzem.
Części i stopów aluminium i cynku nie wolno myć w roztworach alkalicznych stosowanych do mycia części stalowych i żeliwnych, ponieważ aluminium i cynk rozpuszczają się w alkaliach.
Podczas kontroli części, poprzez oględziny zewnętrzne wykrywane są pęknięcia, wgniecenia, ubytki i inne uszkodzenia. Części krytyczne sprawdza się pod kątem pęknięć za pomocą defektoskopu. Należy kontrolować wymiary części w miejscach największego zużycia. Zęby kół zębatych zużywają się nierównomiernie, dlatego przy ich sprawdzaniu należy zmierzyć co najmniej trzy zęby ustawione pod kątem około 120°. Ze względu na konieczność zagwarantowania prawidłowej pracy przekładni zębatych przez cały okres międzyremontowy, nie dopuszcza się wykruszeń zębów ani łuszczenia się powierzchni roboczej zębów na skutek zmęczenia materiału.
Zespoły montażowe takie jak: korbowód z pokrywą korbowodu, blok cylindrów z pokrywami łożysk głównych, koła zębate skrzyni biegów i przekładnia główna nie podlegają rozbiórce. Pozostałe elementy montażowe można zdemontować, ale jeśli zadecydujemy o dalszym użytkowaniu współpracujących elementów bez naprawy, to nie zaleca się ich demontażu.
W każdym przypadku naprawy części metodą spawania i napawania, spoina nie może zawierać wtrąceń żużla, niekontrolowanych obszarów, podtopień i innych wad. Po spawaniu należy oczyścić spoinę. Usuń nadmiar metalu, aby nie przeszkadzał w montażu pasujących części.
Otwory ze zużytymi lub uszkodzonymi gwintami odnawia się poprzez nacięcie gwintu o większej średnicy naprawy, zespawanie otworu, a następnie nacięcie gwintu o nominalnej średnicy, zamontowanie wkładek i wkładek z gwintem spiralnym. Ze względu na jakość renowacji i koszty robocizny preferowane jest stosowanie wkładek gwintowanych.
Wkładka ma postać sprężystej spirali wykonanej z drutu w kształcie diamentu. Na jednym końcu spirali zagięta jest smycz technologiczna, za pomocą której w przygotowany wcześniej otwór wkręca się wkładkę.
Proces technologiczny naprawy otworu gwintowanego za pomocą wkładki spiralnej obejmuje następujące operacje: wywiercenie uszkodzonego otworu do określonego rozmiaru, nacięcie w nim gwintu odpowiadającego rozmiarowi wkładki spiralnej, wkręcenie wkładki spiralnej oraz zerwanie smyczy technologicznej wzdłuż nacięcia.
W tabeli podano rozmiary otworów i gwintów dla wkładek spiralnych stosowanych przy naprawach części samochodowych.
Tabela rozmiarów wierteł i gwintowników do wkładek spiralnych
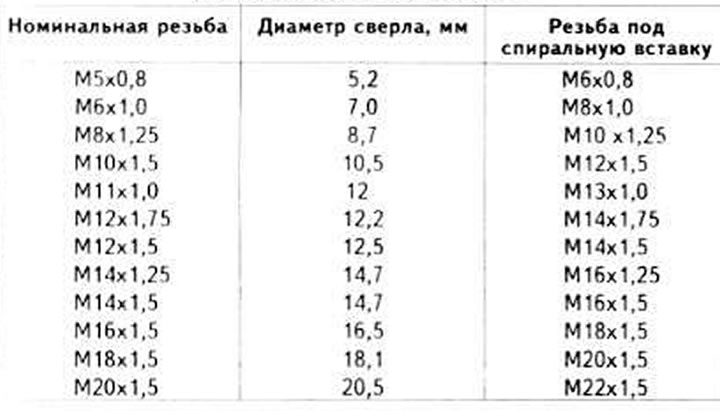
Do naprawy otworów gwintowanych z wkładkami spiralnymi produkowany jest specjalny zestaw, w którego skład wchodzą: wkładki, wiertła, gwintowniki specjalne, klucze do wkręcania wkładek, przebijaki do przecinania smyczy technologicznej.
Części dostarczone do montażu muszą być czyste i suche.
Połączenia gwintowane muszą być wolne od uszkodzeń. Jednorazowe samoblokujące się gwintowane łączniki muszą zostać wymienione na nowe. Jeśli nie jest możliwe użycie nowych samoblokujących części, podczas montażu starych należy je dodatkowo zabezpieczyć przed odkręcaniem.
Podczas montażu należy zamontować nowe uszczelki i pierścienie uszczelniające. Podczas montażu należy smarować powierzchnie trące części czystym olejem. Podczas montażu uszczelek gumowych należy nasmarować powierzchnię roboczą mankietu, aby uniknąć uszkodzeń podczas montażu. W przypadku montażu uszczelniaczy olejowych z korpusem metalowym należy nasmarować gniazdo pod uszczelniaczem olejowym cienką warstwą środka uszczelniającego.
Montaż podzespołów i zespołów należy wykonywać zgodnie z niniejszą Instrukcją.
Przed montażem należy sprawdzić wymiary części, które mają zostać ze sobą połączone, za pomocą przyrządu pomiarowego.
Podczas montażu części, które w położeniu stycznym mają ruchomą powierzchnię, należy zapewnić ich swobodny względny ruch, bez zacinania się. Tuleje, pierścienie łożysk kulkowych i wałeczkowych montuje się za pomocą trzpieni. Przy naciskaniu łożysk siła nie może być przenoszona za pośrednictwem kulek lub rolek. Narzędzia dociskowe muszą przylegać do pierścienia poddawanego prasowaniu. Siła nacisku musi pokrywać się z osią łożyska, aby uniknąć odkształcenia pierścieni.
Jeżeli warunki montażu przewidują, że montaż elementów krytycznych odbywa się za pomocą uderzeń młotka, konieczne jest stosowanie trzpieni i młotków z metali kolorowych, tworzyw sztucznych, gumy, a także urządzeń do wciskania elementów.
Klucze muszą być mocno osadzone w rowkach klinowych wałów za pomocą młotka lub trzpienia z metalu nieżelaznego. Nie dopuszcza się luzu klinów w rowkach trzonka.
Szpilki muszą być wkręcone w gwintowane otwory mocno i bez luzu. Części powinny swobodnie pasować do kołków. Niedopuszczalne jest zginanie kołków przy montażu na nich części; mocowanie zespołu lub części kilkoma nakrętkami lub śrubami musi odbywać się równomiernie po całym obwodzie - najpierw wstępnie, a następnie ostatecznie. Wszystkie nakrętki lub śruby danego połączenia muszą być dokręcane tym samym momentem obrotowym.
We wszystkich przypadkach. zgodnie z instrukcją, konieczne jest użycie kluczy umożliwiających ograniczenie momentu obrotowego.
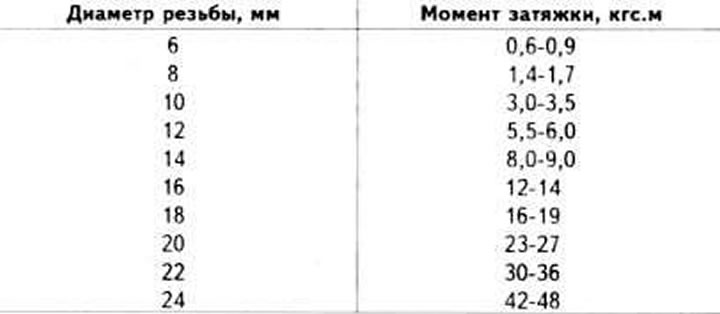
Momenty dokręcania połączeń gwintowanych, o ile w danych technicznych nie określono inaczej, ustala się w zależności od średnicy gwintu zgodnie z tabelą.
Tabela momentów dokręcania połączeń gwintowanych
Śruba powinna wystawać poza nakrętkę (z wyjątkiem przypadków specjalnie określonych) na dwóch lub trzech wątkach.
Kołki ustalające nie mogą wystawać poza otwory nakrętek. Końce zawleczek muszą być rozchylone i wygięte - jeden na śrubie, drugi na nakrętce.
Podczas montażu należy przedmuchać przewody paliwowe i hamulcowe sprężonym powietrzem.