
Преди да вземете решение за ремонт, е необходимо да диагностицирате състоянието на съединителя на агрегатите. По правило диагнозата се поставя въз основа на косвени признаци като напр; повишен шум, вибрации, разход на масло, пробив на картерни газове и др. За по-добра диагностика уредът трябва да се разглоби, частите да се измият, огледат и подложат на микрометричен анализ. Въз основа на резултатите от проверката и микрометрирането се взема решение за продължаване на експлоатацията без ремонт или за извършване на ремонт. В този случай трябва да се вземат предвид следните съображения: ако действителните размери на частите са в допустимите полета, разрешени от това ръководство, тогава е възможна продължителна работа на уреда без ремонт; ако размерите са извън допустимия диапазон на отклонение, тогава е необходим ремонт. Разширения на зоните на толерантност, дадени в това ръководство. трябва да се разбира като възможност за използване на оставащия ресурс на блока без възстановяване на връзките. В случай на ремонт на блока при възстановяване на връзките не се допуска разширяване на допусковите полета извън номиналните.
Технологията на ремонта обикновено се разделя на четири основни етапа на работа:
- 1. Демонтаж и измиване.
- 2 Контролно сортиране.
- 3. Същинският ремонт е възстановяването на микро- и макрогеометрията на повърхностите на детайлите и техните физико-механични свойства.
- 4. Монтаж с предварителен оглед на пристигащите за монтаж части.
Операциите по разглобяване и измиване се извършват на няколко етапа - външно измиване на уреда, частично разглобяване, измиване на уреда, разглобяване на части, измиване и почистване на части, всички части трябва да бъдат старателно почистени от замърсявания и въглеродни отлагания, обезмаслени, измити и изсушени преди проверка и сортиране.
Почистете маслените канали и дупките в частите, промийте под налягане и продухайте със сгъстен въздух.
Части и j от алуминиеви и цинкови сплави не трябва да се мият в алкални разтвори, използвани за измиване на стоманени и чугунени части, тъй като алуминият и цинкът се разтварят в основи.
По време на проверката на частите се откриват счупвания, пукнатини, вдлъбнатини, кухини и други повреди чрез външен оглед. Критичните части се проверяват за пукнатини с помощта на дефектоскоп. Размерите на частите трябва да се контролират в местата на най-голямо износване. Зъбите на зъбните колела се износват неравномерно, така че когато ги проверявате, трябва да измерите поне три зъба, разположени под ъгъл приблизително 120°. Поради необходимостта да се гарантира работата на зъбните предавки през целия период между ремонтите, не се допускат отчупвания на зъбите и лющене на работната повърхност на зъбите поради умора.
Монтажни единици като: биела с капачка на мотовилката, цилиндров блок с капачки на основни лагери, зъбни колела на скоростната кутия и крайна предавка не могат да бъдат разглобявани. Останалите монтажни единици могат да бъдат демонтирани, но ако се вземе решение да продължите да използвате свързващите елементи без ремонт, тогава не е препоръчително да ги демонтирате.
Във всички случаи на ремонт на части чрез заваряване и наваряване, заваръчният шев не трябва да има шлакови включвания, непроверени участъци, подрязвания и други дефекти. След заваряване почистете шева. Отстранете излишния метал, така че да не пречи на монтажа на свързващите части.
Отвори с износени или повредени резби се възстановяват чрез нарязване на резба с увеличен ремонтен размер, заваряване на отвора и след това нарязване на резба с номинален размер, монтиране на вложки и вложки със спирална резба. Използването на вложки с резба е за предпочитане поради съображения за качество на възстановяването и разходи за труд.
Вложката е пружинираща спирала, изработена от ромбовидна тел. В единия край на спиралата е огъната технологична каишка, с помощта на която вложката се завинтва в предварително подготвен отвор.
Технологичният процес на ремонт на отвор с резба с помощта на спирална вложка включва следните операции: пробиване на дефектния отвор до определен размер, нарязване на резба в него, съответстваща на размера на спиралната вложка, завинтване на спиралната вложка и прекъсване на технологичната каишка по протежение на прореза.
Таблицата показва размерите на отворите и резбите за спирални вложки, използвани при ремонта на автомобилни части.
Таблица с размери на свредла и метчици за спирални вложки
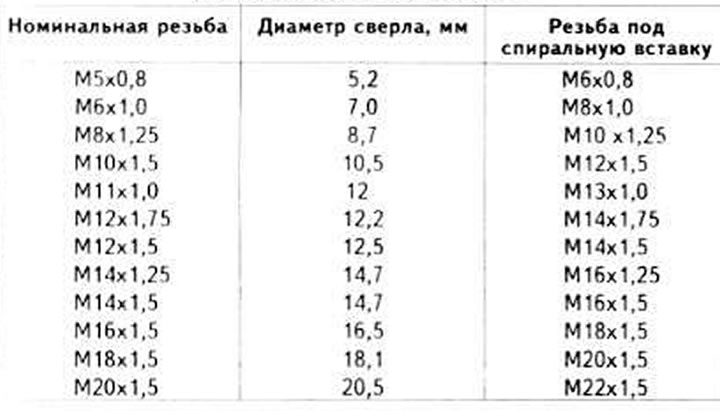
За ремонт на отвори с резба със спирални вложки се произвежда специален комплект, който включва: вложки, свредла, специални кранове, ключове за завинтване на вложки, удари за отрязване на технологичната каишка.
Частите, доставени за сглобяване, трябва да бъдат чисти и сухи.
Резбовите връзки не трябва да са повредени. Еднократните самозаключващи се резбови крепежни елементи трябва да бъдат заменени с нови. Ако е невъзможно да се използват нови самозаключващи се части, при монтиране на стари, те трябва да бъдат допълнително осигурени срещу отвиване.
При сглобяване поставете нови уплътнения и уплътнения. По време на монтажа смажете триещите се повърхности на частите с чисто масло. Когато монтирате гумени уплътнения, смажете работната повърхност на маншета, за да избегнете повреда по време на монтажа. Когато монтирате семеринги с метално тяло, смажете гнездото под семеринга с тънък слой уплътнител.
Сглобяването на възли и възли трябва да се извършва в съответствие с това ръководство.
С помощта на измервателен уред проверете размерите на частите, които образуват прилягането, преди сглобяването.
При сглобяване на части, които имат подвижно прилягане в позиция на свързване, трябва да се осигури свободното им относително движение, без задръстване. Втулки, пръстени от сачмени и ролкови лагери се монтират с помощта на дорници. При натискане на лагери силата не трябва да се предава през сачмите или ролките. Инструментите за пресоване трябва да опират в пръстена, който се притиска. Силата на натискане трябва да съвпада с оста на лагера, за да се избегне изкривяване на пръстените.
Ако според условията на сглобяване монтажът на критични части се извършва чрез удари с чук, е необходимо да се използват дорници и чукове от цветни метали, пластмаса, гума, както и устройства за пресоване на части.
Шпонките трябва да са здраво поставени в шпонковите канали на валовете с помощта на чук или дорник от цветни метали. Не се допуска луфт в шпонките в жлебовете на вала.
Шпилките трябва да се завинтват плътно в отворите с резба без хлабина. Частите трябва да пасват свободно върху щифтовете. Огъването на шпилките при монтиране на части върху тях не е разрешено; закрепването на единица или част с няколко гайки или болта трябва да се извършва равномерно по периметъра - първо предварително и след това окончателно. Всички гайки или болтове на една връзка трябва да бъдат затегнати с еднакъв въртящ момент.
Във всички случаи. предвидени в ръководството, е необходимо да се използват ключове, които позволяват ограничаване на въртящия момент.
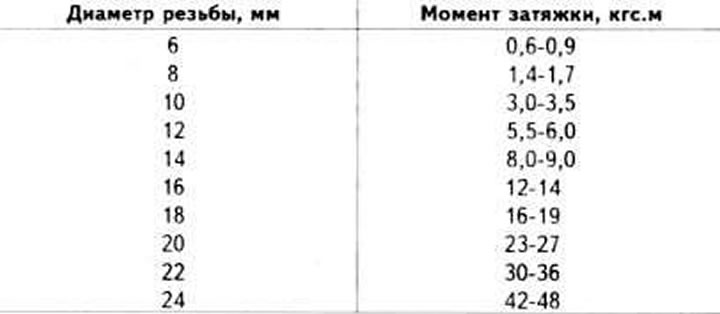
Моментите на затягане на резбовите съединения, освен ако не са посочени специално в техническите спецификации, се определят в зависимост от диаметъра на резбата в съответствие с таблицата.
Таблица с моменти на затягане за резбови съединения
Болтът трябва да стърчи от гайката (освен в специално определени случаи) на две или три нишки.
Шплинтите не трябва да стърчат от прорезите на гайките. Краищата на шплентите трябва да се разтворят и огънат - единият на болта, а другият на гайката.
При сглобяване продухайте горивопроводите и спирачните тръбопроводи със сгъстен въздух.
(Тази статия е копирана от уебсайта: AudiManual)