
Да прыняцця рашэння аб рамонце неабходна правесці дыягностыку стану спалучэння агрэгатаў. Як правіла, дыягнаставанне вядзецца па ўскосных прыкметах такім як; падвышаны шум, вібрацыя, выдатак алею, прарыў картэрных газаў і інш. Для больш якаснай дыягностыкі агрэгат неабходна разабраць, дэталі прамыць, агледзець і падвергнуць мікрамятажу. Па выніках агляду і мікраметражу прымаецца рашэнне аб працягу эксплуатацыі без рамонту або аб правядзенні рамонту. Пры гэтым варта кіравацца наступнымі меркаваннямі: калі фактычныя памеры дэталяў знаходзяцца ў межах палёў допускаў, якія дазваляюцца дадзеным Кіраўніцтвам, то працяг эксплуатацыі агрэгата без рамонту магчыма; калі ж памеры выйшлі за дапушчальныя палі допускаў, то неабходны рамонт. Пашырэння палёў допускаў, прыводныя ў гэтым Кіраўніцтве. варта разумець як магчымасць выкарыстання рэшткавага рэсурсу вузла без узнаўлення спалучэнняў У выпадку рамонту агрэгата пры аднаўленні спалучэнняў пашырэнне палёў допускаў звыш намінальных не дапушчаецца.
Тэхналогію рамонту прынята дзяліць на чатыры асноўныя этапы работ:
- 1. Разборка-мыйка.
- 2 Кантроль сартаванне.
- 3. Уласна рамонт аднаўленне мікра і макрогеометрии паверхняў дэталяў і фізіка механічных уласцівасцяў.
- 4. Зборка з папярэднім кантролем дэталей, якія паступаюць на зборку.
Разборачна мыйныя аперацыі вядуць у некалькі стадый-вонкавая мыйка агрэгата, подразборка, вузлавая мыйка, разборка на дэталі, мыйка і ачыстка дэталяў Усе дэталі перад кантролем-сартаваннем старанна ачысціць ад бруду і нагару, абястлусціць, прамыць і высушыць.
Алейныя каналы і адтуліны ў дэталях прачысціць, прамыць пад ціскам і прадуць сціснутым паветрам.
Дэталі і j алюмініевых і цынкавых сплаваў не дапушчаецца прамываць а шчолачных растворах, якія ўжываюцца для мыйкі сталёвых і чыгунных дэталяў, бо алюміній і цынк раствараюцца ў шчолачах.
Падчас кантролю дэталяў абломы, расколіны, увагнутасці, ракавіны і іншыя пашкоджанні выяўляюць вонкавым аглядам. У адказных дэталяў наяўнасць расколін правяраюць пры дапамозе дэфектаскоп. Памеры дэталяў неабходна кантраляваць у месцах найбольшых і зносаў. Зуб'і шасцерняў зношваюцца нераўнамерна, таму пры іх кантролі варта замяраць не менш за тры зуб'і, размешчаных прыкладна пад вуглом 120°. З прычыны неабходнасці гарантаваць працу зубчастых перадач на працягу ўсяго міжрамонтнага прабегу адколы на зубьях і выфарбоўванне працоўнай паверхні зуб'яў стомленага характару не дапушчаюцца.
Зборачныя адзінкі такія як: шатун з вечкам шатуна, блок цыліндраў з вечкамі карэнных падшыпнікаў, шасцярні скрынкі перадач і галоўнай перадачы нельга разукамплектоўваць. Астатнія зборачныя адзінкі разукамплектоўваць можна, але калі прынята рашэнне аб працягу эксплуатацыі спалучаных элементаў без рамонту, то іх разукамплектоўваць немэтазгодна.
Ва ўсіх выпадках рамонту дэталяў зваркай і наплаўкай зварное шво нм павінен мець шлаковых уключэнні, неправераных участкаў, падрэзаў і іншых дэфектаў. Пасля варэння шво зачысціць. Наплывы металу ўхіліць, каб яны не мяшалі ўсталёўцы спалучаных дэталяў.
Адтуліны з зношаным або пашкоджаным разьбярствам аднаўляюць наразаннем разьбярства павялічанага рамонтнага памеру, заваркой адтуліны з наступным наразаннем разьбярства намінальнага памеру, пастаноўкай круцёлкаў і спіральнымі разьбовымі ўстаўкамі. Ужыванні разьбовых уставак пераважней па меркаваннях якасці ўзнаўлення і працавыдаткаў.
Устаўка ўяўляе сабой якая спружыніць спіраль, вырабленую з дроту ромбічнага перасеку. На адным канцы спіралі загнуты тэхналагічны ланцужок, пасродкам якога ўстаўку заварочваюць у папярэдне падрыхтаваную адтуліну.
Тэхналагічны працэс рамонту разьбовай адтуліны пры дапамозе спіральнай устаўкі складаецца з наступныя аперацыі: рассвідроўванне дэфектнай адтуліны да вызначанага памеру, наразанне ў ім разьбярства, якая адпавядае памеру спіральнай устаўкі, укручванне спіральнай устаўкі і абломванне тэхналагічнага ланцужка па насяканні.
У табліцы пазначаны памеры адтулін і разьбы пад спіральныя ўстаўкі, якія прымяняюцца пры рамонце аўтамабільных дэталяў.
Табліца памераў свердзелаў і метчыкаў для спіральных уставак
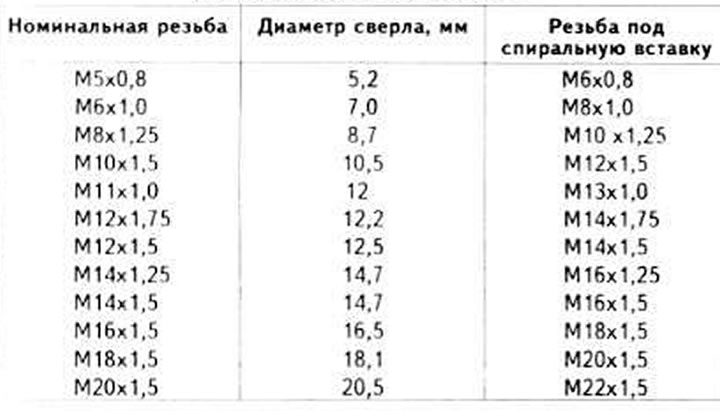
Для рамонту разьбовых адтулін спіральнымі ўстаўкамі выпускаецца спецыяльны камплект, у які ўваходзяць: устаўкі, свердзелы, спецыяльныя метчыкі, ключы для заварочвання ўставак, бародкі для ссякання тэхналагічнага ланцужка.
Дэталі, якія падаюцца на зборку, павінны быць чыстымі і сухімі.
Разьбовыя злучэнні павінны быць без пашкоджанні. Аднаразовыя самоконтрящиеся разьбовыя крапежныя дэталі павінны быць заменены на новыя У выпадку немагчымасці ўжыць новыя самоконтрящиеся дэталі, пры пастаноўцы старых неабходна іх дадаткова стопорить ад адварочвання.
Пры зборцы ўсталёўваць новыя пракладкі і сальнікі. Якія труцца паверхні дэталяў пры зборцы вышмараваць чыстым алеем. Пры пастаноўцы гумовых сальнікаў працоўную паверхню абшэўкі вышмараваць у пазбяганне пашкоджання пры мантажы. Пры ўсталёўцы сальнікаў з металічным корпусам гняздо пад сальнік вышмараваць тонкім пластом герметыка.
Зборку вузлоў і агрэгатаў выконваць у адпаведнасці з гэтым Кіраўніцтвам.
З дапамогай мернай прылады пракантраляваць перад зборкай памеры дэталяў утваральных пасадкі.
Пры зборцы дэталяў, мелых у спалучэнні рухомую пасадку, павінна быць забяспечана іх вольнае адноснае перасоўванне, без заеданий. Утулкі, кольцы шарыкавых і ролікавых падшыпнікаў усталёўваць пры дапамозе аправак. Пры запрэсоўцы падшыпнікаў высілак не павінна перадавацца праз шарыкі ці ролікі. Прылады для запрэсоўкі павінны ўпірацца ў запрасоўванае кольца. Высілак запрэсоўкі павінна супадаць з воссю падшыпніка ў пазбяганне перакосу кольцаў.
Калі па ўмовах зборкі ўсталёўка адказных дэталяў вырабляецца ўдарам малатка, неабходна ўжываць апраўкі і малаткі з каляровых металаў, пластмасы, гумы, а таксама прынады для запрэсоўкі дэталяў.
Шпонкі павінны быць шчыльна пасаджаныя ў шпоночные пазы валаў пры дапамозе малатка ці апраўкі з каляровага металу. Люфт шпонак у пазах валаў не дапушчаецца.
Шпількі павінны быць загорнуты ў разьбовыя адтуліны шчыльна без люфту. Дэталі павінны апранацца на шпількі свабодна. Падгінанне шпілек пры ўсталёўцы на іх дэталяў не дапушчаецца, мацаванне вузла ці дэталі некалькімі гайкамі ці нітамі павінна вырабляцца раўнамерна па перыметры спачатку спачатку, а затым канчаткова. Усе гайкі ці ніты аднаго злучэння павінны быць зацягнуты з адным круцячы момант.
Ва ўсіх выпадках. прадугледжаных Кіраўніцтвам, неабходна ўжываць ключы, якія дазваляюць абмяжоўваць крутоўны момант.
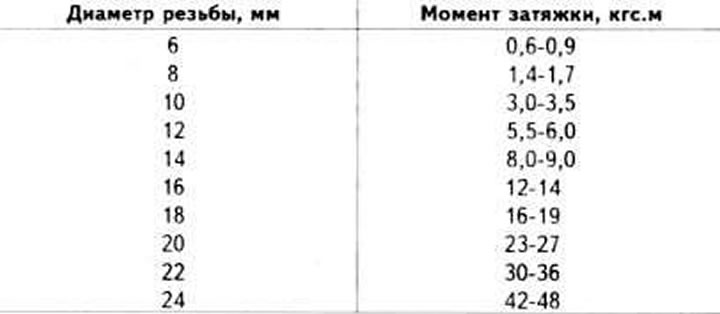
Моманты зацяжкі разьбовых злучэнняў, калі яны спецыяльна не агавораны ў тэхнічных умовах, вызначаюцца ў залежнасці ад дыяметра разьбы ў адпаведнасці з табліцай.
Табліца момантаў зацяжкі разьбовых злучэнняў
Ніт павінен выступаць з гайкі (акрамя асабліва абумоўленых выпадкаў) на дзве-тры ніткі разьбярства.
Шплінты не павінны выступаць з прарэзаў гаек. Канцы шплінтаў павінны быць разведзены і адагнутыя - адзін на ніт, а іншы на гайку.
Трубкі паліваправода і прывада тармазоў пры зборцы прадуць сціснутым паветрам.