
Пре доношења одлуке о поправци, потребно је дијагностиковати стање спојнице јединица. По правилу, дијагноза се поставља на основу индиректних знакова као нпр; повећана бука, вибрације, потрошња уља, пробој гасова у картеру итд. За бољу дијагностику, јединица се мора раставити, делови опрати, прегледати и подвргнути микрометријској анализи. На основу резултата прегледа и микромерирања, доноси се одлука о наставку рада без поправке или о извршењу поправке. У овом случају треба узети у обзир следеће: ако су стварне димензије делова унутар толеранцијских поља дозвољених овим упутством, онда је могућ наставак рада јединице без поправке; ако су димензије изван дозвољеног опсега толеранције, онда су потребне поправке. Проширења зона толеранције датих у овом водичу. треба схватити као могућност коришћења преосталог ресурса агрегата без обнављања прикључака У случају поправке агрегата при обнављању прикључака није дозвољено проширење толеранцијских поља преко називних.
Технологија поправке се обично дели у четири главне фазе рада:
- 1. Растављање и прање.
- 2 Контрола сортирања.
- 3. Стварна поправка је рестаурација микро и макро геометрије површина делова и њихових физичко-механичких својстава.
- 4. Монтажа са претходним прегледом делова који пристижу на монтажу.
Разборочно за прање операције су у неколико фаза - спољно прање агрегата, подразборка, узловая прање, демонтажа на детаље, прање и чишћење делова Све детаље пре контролом-сортирање пажљиво очистити од прљавштине и угљен нагомилавања, без масноће, исперите и осушите.
Очистите уљне канале и рупе у деловима, исперите под притиском и издувајте компримованим ваздухом.
Делови и ј легура алуминијума и цинка не смеју се прати у алкалним растворима који се користе за прање делова од челика и ливеног гвожђа, јер се алуминијум и цинк растварају у алкалијама.
Приликом прегледа делова спољним прегледом откривају се ломови, пукотине, удубљења, шупљине и друга оштећења. Критични делови се проверавају на пукотине помоћу детектора грешака. Димензије делова морају се контролисати на местима највећег хабања. Зуби зупчаника се неравномерно троше, па приликом њихове провере треба измерити најмање три зуба која се налазе под углом од приближно 120°. Због потребе да се гарантује рад зупчастих преносника током читавог периода између поправки, није дозвољено ломљење зуба и љуштење радне површине зуба услед замора.
Монтажне јединице као што су: клипњача са поклопцем клипњаче, блок цилиндра са поклопцима главних лежајева, зупчаници мењача и крајњи погон не могу се растављати. Преостале монтажне јединице се могу демонтирати, али ако се донесе одлука да се спојни елементи наставе користити без поправке, онда их није препоручљиво демонтирати.
У свим случајевима поправке делова заваривањем и наваривањем, заварени шав не сме имати инклузије шљаке, непроверене површине, подрезе и друге недостатке. Након заваривања, очистите шав. Уклоните вишак метала тако да не омета уградњу спојних делова.
Рупе са истрошеним или оштећеним навојима се обнављају резањем навоја повећане репарационе величине, заваривањем рупе и затим сечењем навоја номиналне величине, уградњом уметака и спиралних навојних уметака. Употреба навојних уметака је пожељнија из разлога квалитета рестаурације и трошкова рада.
Уметак је еластична спирала направљена од жице у облику дијаманта. На једном крају спирале је савијен технолошки поводац помоћу којег се уметак уврне у унапред припремљену рупу.
Технолошки процес поправке навојне рупе помоћу спиралног уметка обухвата следеће операције: бушење неисправне рупе до одређене величине, урезивање навоја у њој који одговара величини спиралног уметка, увртање спиралног уметка и окидање технолошког поводца дуж зареза.
У табели су приказане величине рупа и навоја за спиралне уметке који се користе у поправци аутомобилских делова.
Табела величина бушилица и славина за спиралне уметке
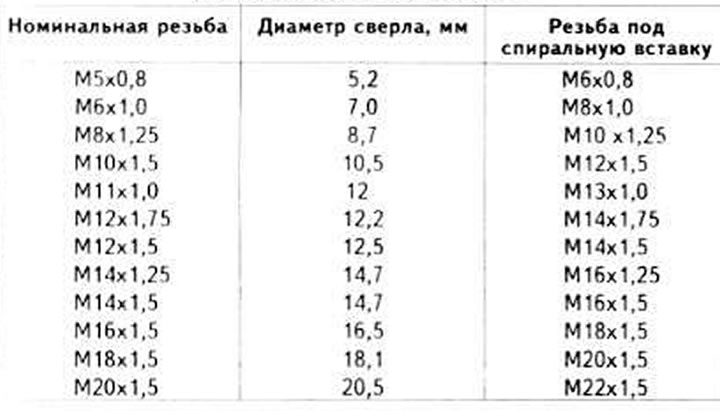
За поправку навојних рупа са спиралним уметцима производи се посебан комплет који укључује: уметке, бушилице, специјалне славине, кључеве за увртање уметака, ударце за одсецање технолошког поводца.
Делови који се испоручују за монтажу морају бити чисти и суви.
Навојни прикључци морају бити без оштећења. За једнократну употребу самоконтрящиеся навојем затварачи морају бити замењени новим, У случају немогућности примене нове самоконтрящиеся детаље, приликом одређивања старих потребно их је додатно стопорить од отворачивания.
Приликом склапања, поставите нове заптивке и заптивке. Током монтаже, подмазати површине за трљање делова чистим уљем. Када постављате гумене заптивке, подмажите радну површину манжетне како бисте избегли оштећење током уградње. Приликом уградње уљних заптивки са металним телом, подмазати седиште испод уљне заптивке танким слојем заптивача.
Монтажа јединица и склопова мора се извршити у складу са овим приручником.
Користећи мерни инструмент, проверите димензије делова који чине спој пре монтаже.
Приликом склапања делова који имају покретно налегање у положају парења, мора се обезбедити њихово слободно релативно кретање, без заглављивања. Чауре, прстенови кугличних и ваљкастих лежајева се уграђују помоћу трна. Приликом притискања лежајева сила се не сме преносити кроз куглице или ваљке. Алати за пресовање морају бити наслоњени на прстен који се притиска. Сила притиска мора да се поклапа са осом лежаја да би се избегло изобличење прстенова.
Ако се, према условима монтаже, уградња критичних делова врши ударцима чекића, потребно је користити трнове и чекиће од обојених метала, пластике, гуме, као и уређаје за пресовање у деловима.
Кључеви морају бити чврсто постављени у уторе осовине помоћу чекића или трна од обојеног метала. Играње у кључевима у жлебовима осовине није дозвољено.
Завртњи морају бити чврсто зашрафљени у рупе са навојем без икаквог отвора. Делови треба да слободно стану на игле. Савијање вијака приликом уградње делова на њих није дозвољено. Причвршћивање јединице или дела са неколико навртки или вијака мора се вршити равномерно по ободу - прво претходно, а затим на крају. Све навртке или вијци једне везе морају бити затегнути истим моментом.
У свим случајевима. предвиђено упутством, потребно је користити тастере који омогућавају ограничавање обртног момента.
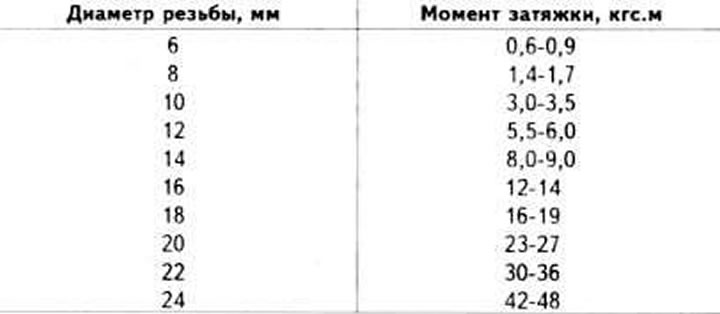
Моменти затезања за навојне спојеве, осим ако није посебно наведено у техничким спецификацијама, одређују се у зависности од пречника навоја у складу са табелом.
Табела момента затезања за навојне спојеве
Вијак треба да вири из матице (осим у посебно одређеним случајевима) за два или три навоја.
Утикачи не смеју да вире из утора навртки. Крајеви шлепера морају бити раширени и савијени - један на завртњу, а други на навртку.
Приликом састављања, издувајте водове за гориво и кочнице компримованим ваздухом.
Оригинални чланак је доступан на онлајн ресурсу: AUDImanual