
A javítási döntés meghozatala előtt meg kell határozni az egységek tengelykapcsolójának állapotát. A diagnózist általában olyan közvetett jelek alapján állítják fel, mint pl; megnövekedett zaj, vibráció, olajfogyasztás, forgattyúházgáz áttörés stb. A jobb diagnosztika érdekében az egységet szét kell szerelni, az alkatrészeket le kell mosni, ellenőrizni és mikrometriai elemzésnek kell alávetni. Az ellenőrzés és a mikrométerezés eredménye alapján döntés születik a javítás nélküli üzem folytatásáról, illetve a javítás elvégzéséről. Ebben az esetben a következő szempontokat kell figyelembe venni: ha az alkatrészek tényleges méretei a jelen Kézikönyvben megengedett tűréshatárokon belül vannak, akkor lehetséges az egység javítás nélküli további működése; ha a méretek kívül esnek a megengedett tűréshatáron, akkor javításra van szükség. A tűrészónák ebben az útmutatóban megadott kiterjesztései. Az egység fennmaradó erőforrásának a csatlakozások helyreállítása nélkül történő felhasználásának lehetőségét kell érteni Az egység javítása esetén a csatlakozások helyreállításakor a tűrésmezők névlegesen túli kiterjesztése nem megengedett.
A javítási technológia általában négy fő munkaszakaszra oszlik:
- 1. Szétszerelés és mosás.
- 2 Vezérlő rendezés.
- 3. A tényleges javítás az alkatrészek felületeinek mikro- és makrogeometriájának, fizikai és mechanikai tulajdonságaik helyreállítása.
- 4. Összeszerelés az összeszerelésre érkező alkatrészek előzetes ellenőrzésével.
A szétszerelési és mosási műveletek több szakaszban zajlanak - az egység külső mosása, részleges szétszerelése, egység mosása, szétszerelés, az alkatrészek mosása és tisztítása Minden alkatrészt alaposan meg kell tisztítani a szennyeződésektől és a szénlerakódásoktól, zsírtalanítani, mosni és szárítani az ellenőrzés és a válogatás előtt.
Tisztítsa meg az olajcsatornákat és az alkatrészeken lévő lyukakat, öblítse le nyomás alatt és fújja ki sűrített levegővel.
Alumínium és cink ötvözetek alkatrészeit és j részeit nem szabad acél és öntöttvas alkatrészek mosására használt lúgos oldatban mosni, mivel az alumínium és a cink lúgokban oldódik.
Az alkatrészek ellenőrzése során a töréseket, repedéseket, horpadásokat, üregeket és egyéb sérüléseket külső vizsgálattal észleljük. A kritikus részek repedéseinek ellenőrzése hibaérzékelővel történik. Az alkatrészek méreteit a legnagyobb kopásnak megfelelő helyeken kell ellenőrizni. A fogaskerekek fogai egyenetlenül kopnak, ezért ellenőrzésükkor legalább három, körülbelül 120°-os szögben elhelyezkedő fogat meg kell mérni. A fogaskerekes hajtóművek működésének garantálása a javítások közötti teljes időszakban, a fogak töredezése és a fogak munkafelületének kifáradás miatti hámlása nem megengedett.
Az olyan összeszerelő egységek, mint: hajtórúd hajtórúdsapkával, hengerblokk főcsapágyfedelekkel, hajtómű fogaskerekei és véghajtóműve nem szerelhetők szét. A megmaradt összeszerelési egységek szétszerelhetők, de ha úgy döntenek, hogy az illeszkedő elemeket javítás nélkül tovább használják, akkor azokat nem célszerű szétszedni.
Az alkatrészek hegesztéssel és felületkezeléssel történő javítása során a hegesztési varrat nem tartalmazhat salakzárványokat, ellenőrizetlen területeket, alávágásokat és egyéb hibákat. Hegesztés után tisztítsa meg a varrást. Távolítsa el a felesleges fémet, hogy ne zavarja az illeszkedő alkatrészek beszerelését.
A kopott vagy sérült menetű furatok helyreállítása megnövelt javítási méretű menet vágásával, a furat hegesztésével, majd névleges méretű menet vágásával, betétek és spirálmenetes betétek beépítésével történik. A restaurálás minősége és a munkaerőköltségek miatt előnyösebb a menetes betétek használata.
A betét rugós spirál gyémánt alakú huzalból. A spirál egyik végén egy technológiai póráz van meghajlítva, melynek segítségével a betétet egy előre elkészített lyukba csavarják.
A menetes furat spirálbetétes javításának technológiai folyamata a következő műveleteket foglalja magában: a hibás furat meghatározott méretűre fúrása, benne a spirálbetét méretének megfelelő menetvágás, a spirálbetét becsavarása és a technológiai póráz letörése a bevágás mentén.
A táblázat az autóalkatrészek javításánál használt spirálbetétek furatainak és meneteinek méretét mutatja.
Spirálbetétek fúró- és menetfúróméreteinek táblázata
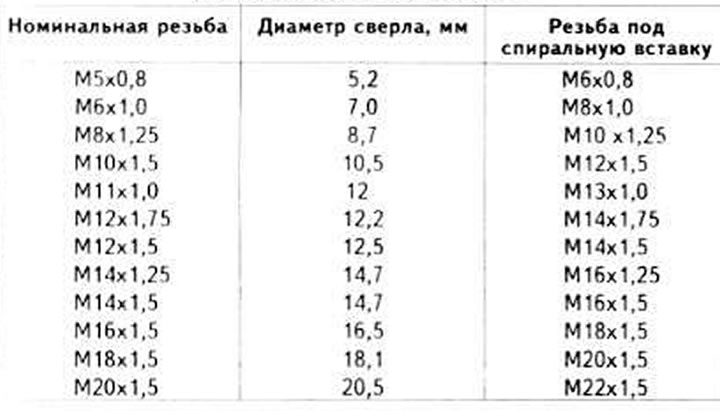
A spirálbetétes menetes furatok javításához egy speciális készlet készül, amely tartalmazza: betéteket, fúrókat, speciális csapokat, kulcsokat a betétek becsavarásához, lyukasztókat a technológiai póráz levágásához.
Az összeszereléshez szállított alkatrészeknek tisztáknak és szárazaknak kell lenniük.
A menetes csatlakozásoknak sérülésmentesnek kell lenniük. Az egyszer használatos önzáró menetes kötőelemeket újakra kell cserélni. Ha új önzáró alkatrészek alkalmazása nem lehetséges, akkor a régiek beszerelésekor azokat kicsavarás ellen is biztosítani kell.
Összeszereléskor helyezzen be új tömítéseket és tömítéseket. Az összeszerelés során tiszta olajjal kenje meg az alkatrészek dörzsölő felületeit. A gumitömítések felszerelésekor kenje meg a mandzsetta munkafelületét, hogy elkerülje a szerelés során bekövetkező sérüléseket. Fém testű tömítések beszerelésekor vékony réteg tömítőanyaggal kenje meg a tömítés alatti üléket.
Az egységek és szerelvények összeszerelését ennek a kézikönyvnek megfelelően kell elvégezni.
Mérőműszer segítségével összeszerelés előtt ellenőrizze az illeszkedést alkotó alkatrészek méreteit.
Az illeszkedési helyzetben mozgatható illesztésű alkatrészek összeszerelésekor biztosítani kell azok szabad egymáshoz viszonyított, elakadásmentes mozgását. A perselyeket, a golyós- és görgőscsapágygyűrűket tüskék segítségével szerelik fel. A csapágyak préselésekor az erőt nem szabad átadni a golyókon vagy görgőkön keresztül. A présszerszámoknak a préselés alatt álló gyűrűhöz kell támaszkodniuk. A nyomóerőnek egybe kell esnie a csapágy tengelyével, hogy elkerülje a gyűrűk torzulását.
Ha az összeszerelési feltételeknek megfelelően a kritikus részek beszerelése kalapácsütéssel történik, akkor színesfémből, műanyagból, gumiból készült tüskék és kalapácsok, valamint alkatrészek sajtolására szolgáló eszközök használata szükséges.
A kulcsokat kalapáccsal vagy színesfém tüskével szilárdan be kell illeszteni a tengely hornyába. A tengely hornyaiban a kulcsok játéka nem megengedett.
A csapokat szorosan, holtjáték nélkül kell becsavarni a menetes furatokba. Az alkatrészeknek szabadon kell illeszkedniük a csapokra. A csapok hajlítása az alkatrészek beszerelésekor nem megengedett, ha az egységet vagy alkatrészt több anyával vagy csavarral egyenletesen kell rögzíteni a kerület mentén - először előzetesen, majd végül. Egy csatlakozás minden anyáját vagy csavarját azonos nyomatékkal kell meghúzni.
Minden esetben. A kézikönyvben leírtak szerint olyan kulcsokat kell használni, amelyek lehetővé teszik a nyomaték korlátozását.
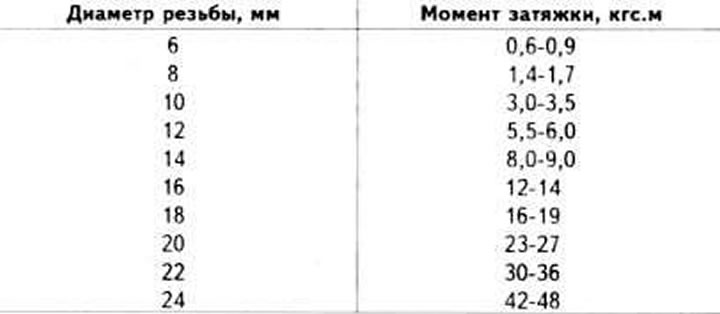
A menetes csatlakozások meghúzási nyomatékait, hacsak a műszaki adatok külön nem írják elő, a menetátmérőtől függően a táblázat szerint határozzák meg.
Menetes csatlakozások meghúzási nyomatékainak táblázata
A csavarnak ki kell állnia az anyából (kivéve a speciálisan meghatározott eseteket) két-három szálon.
A sasszegek nem nyúlhatnak ki az anyák réseiből. A sasszegek végeit szét kell teríteni és meg kell hajlítani – az egyiket a csavaron, a másikat az anyán.
Összeszereléskor sűrített levegővel fújja ki az üzemanyag- és fékvezetékeket.
A szöveget az online forrás biztosította: AUDIMANUAL.ru