
Pred rozhodnutím o opravách je potrebné diagnostikovať stav spojenia jednotiek. Spravidla sa diagnostikuje na základe nepriamych znakov ako napr; zvýšená hlučnosť, vibrácie, spotreba oleja, prieraz plynu v kľukovej skrini atď. Pre lepšiu diagnostiku je potrebné jednotku rozobrať, diely umyť, skontrolovať a podrobiť mikrometrickej analýze. Na základe výsledkov kontroly a mikromerania sa rozhodne o pokračovaní prevádzky bez opráv alebo o vykonaní opravy. V tomto prípade je potrebné vziať do úvahy nasledujúce skutočnosti: ak sú skutočné rozmery dielov v rámci tolerančných polí povolených touto príručkou, potom je možná ďalšia prevádzka jednotky bez opravy; ak sú rozmery mimo prípustného rozsahu tolerancie, je potrebná oprava. Rozšírenia tolerančných zón uvedené v tejto príručke. treba chápať ako možnosť využitia zvyšného zdroja jednotky bez obnovy spojov V prípade opravy jednotky pri obnove spojov nie je povolené rozšírenie tolerančných polí nad nominálne.
Technológia opravy je zvyčajne rozdelená do štyroch hlavných etáp práce:
- 1. Demontáž a umývanie.
- 2 Ovládajte triedenie.
- 3. Vlastná oprava je obnovenie mikro a makro geometrie povrchov dielov a ich fyzikálnych a mechanických vlastností.
- 4. Montáž s predbežnou kontrolou dielov prichádzajúcich na montáž.
Demontážne a umývacie operácie sa vykonávajú v niekoľkých etapách - vonkajšie umytie jednotky, čiastočná demontáž, umytie jednotky, rozobratie na diely, umytie a čistenie dielov Všetky diely je potrebné pred kontrolou a triedením dôkladne očistiť od nečistôt a karbónových usadenín, odmastiť, umyť a vysušiť.
Vyčistite olejové kanály a otvory v častiach, prepláchnite pod tlakom a vyfúknite stlačeným vzduchom.
Časti a j zliatin hliníka a zinku sa nesmú umývať v alkalických roztokoch používaných na umývanie oceľových a liatinových dielov, pretože hliník a zinok sa rozpúšťajú v zásadách.
Pri kontrole dielov sa vonkajšou kontrolou zisťujú zlomy, praskliny, preliačiny, dutiny a iné poškodenia. Kritické časti sa kontrolujú na praskliny pomocou detektora chýb. Rozmery dielov sa musia kontrolovať v miestach najväčšieho opotrebenia. Zuby ozubených kolies sa opotrebovávajú nerovnomerne, preto by ste pri ich kontrole mali zmerať aspoň tri zuby umiestnené pod uhlom približne 120°. Z dôvodu potreby zaručenia chodu ozubených prevodov počas celej doby medzi opravami nie je povolené vylamovanie zubov a odlupovanie pracovnej plochy zubov v dôsledku únavy.
Montážne jednotky ako: ojnica s vekom ojnice, blok valcov s vekami hlavných ložísk, ozubené kolesá prevodovky a rozvodovka sa nedajú rozobrať. Zostávajúce montážne jednotky je možné demontovať, ale ak sa rozhodne pokračovať v používaní spojovacích prvkov bez opravy, potom sa neodporúča ich demontovať.
Vo všetkých prípadoch opravy dielov zváraním a naváraním nesmie zvarový šev obsahovať troskové inklúzie, nekontrolované oblasti, podrezania a iné chyby. Po zváraní očistite šev. Odstráňte prebytočný kov, aby neprekážal pri inštalácii spojovacích častí.
Otvory s opotrebovanými alebo poškodenými závitmi sa obnovia vyrezaním závitu so zväčšeným opravným rozmerom, zvarením otvoru a následným vyrezaním závitu nominálnej veľkosti, inštaláciou vložiek a vložiek so špirálovým závitom. Použitie závitových vložiek je vhodnejšie z dôvodov kvality výplne a nákladov na prácu.
Vložka je pružná špirála vyrobená z drôtu v tvare diamantu. Na jednom konci špirály je ohnuté technologické vodítko, pomocou ktorého sa vložka zaskrutkuje do vopred pripraveného otvoru.
Technologický postup opravy závitového otvoru pomocou špirálovej vložky zahŕňa tieto operácie: vyvŕtanie chybného otvoru na určitý rozmer, vyrezanie závitu v ňom zodpovedajúceho veľkosti špirálovej vložky, naskrutkovanie špirálovej vložky a odlomenie technologického vodítka pozdĺž zárezu.
V tabuľke sú uvedené veľkosti otvorov a závitov pre špirálové vložky používané pri opravách automobilových dielov.
Tabuľka veľkostí vrtákov a závitníkov pre špirálové vložky
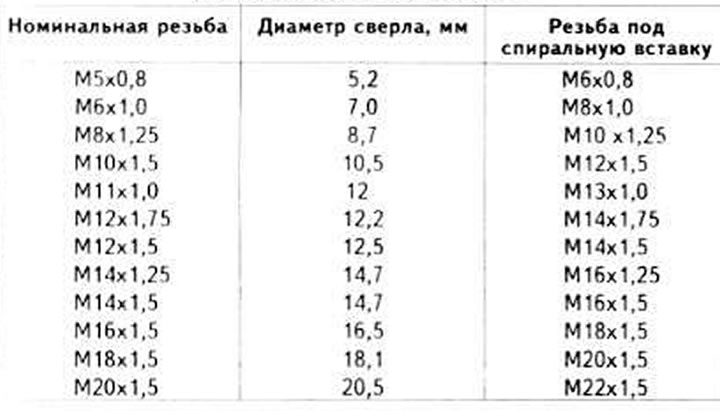
Na opravu závitových otvorov so špirálovými vložkami sa vyrába špeciálna súprava, ktorá obsahuje: vložky, vrtáky, špeciálne závitníky, kľúče na zaskrutkovanie vložiek, razníky na odrezanie technologického vodítka.
Diely dodávané na montáž musia byť čisté a suché.
Závitové spoje musia byť bez poškodenia. Jednorazové samosvorné závitové spoje musia byť vymenené za nové Ak nie je možné použiť nové samosvorné diely, pri montáži starých sa musia dodatočne zabezpečiť proti odskrutkovaniu.
Pri montáži nainštalujte nové tesnenia a tesnenia. Počas montáže namažte trecie plochy dielov čistým olejom. Pri inštalácii gumových tesnení namažte pracovný povrch manžety, aby ste predišli poškodeniu počas inštalácie. Pri inštalácii olejových tesnení s kovovým telom namažte sedlo pod tesnením tenkou vrstvou tmelu.
Montáž jednotiek a zostáv sa musí vykonávať v súlade s týmto návodom.
Pred montážou skontrolujte pomocou meracieho prístroja rozmery dielov, ktoré tvoria lícovanie.
Pri montáži dielov, ktoré majú v spojovacej polohe pohyblivé uloženie, musí byť zabezpečený ich voľný relatívny pohyb bez zaseknutia. Puzdrá, krúžky guľkových a valivých ložísk sa inštalujú pomocou tŕňov. Pri lisovaní ložísk sa sila nesmie prenášať cez guľôčky alebo valčeky. Lisovacie nástroje musia dosadať na lisovaný krúžok. Prítlačná sila sa musí zhodovať s osou ložiska, aby sa zabránilo deformácii krúžkov.
Ak sa podľa montážnych podmienok inštalácia kritických častí vykonáva údermi kladiva, je potrebné použiť tŕne a kladivá z neželezných kovov, plastov, gumy, ako aj zariadenia na lisovanie dielov.
Kľúče musia byť pevne usadené v drážkach hriadeľov pomocou kladiva alebo tŕňa z neželezného kovu. Vôľa v perách v drážkach hriadeľa nie je povolená.
Čapy musia byť zaskrutkované do závitových otvorov tesne bez vôle. Časti by mali voľne zapadnúť na kolíky. Ohýbanie kolíkov pri inštalácii dielov na ne nie je povolené, upevnenie jednotky alebo dielu niekoľkými maticami alebo skrutkami sa musí vykonať rovnomerne po obvode - najskôr predbežne a potom nakoniec. Všetky matice alebo skrutky jedného spojenia musia byť utiahnuté rovnakým momentom.
Vo všetkých prípadoch. uvedené v príručke, je potrebné použiť kľúče, ktoré umožňujú obmedzenie krútiaceho momentu.
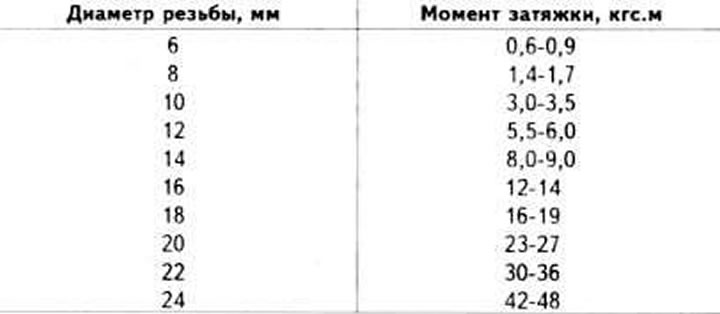
Uťahovacie momenty závitových spojov, pokiaľ nie sú výslovne uvedené v technických špecifikáciách, sa určujú v závislosti od priemeru závitu podľa tabuľky.
Tabuľka uťahovacích momentov pre závitové spoje
Skrutka by mala vyčnievať z matice (okrem osobitne určených prípadov) na dvoch alebo troch vláknach.
Závlačky nesmú vyčnievať z drážok matíc. Konce závlačiek musia byť roztiahnuté a ohnuté - jeden na skrutke a druhý na matici.
Pri montáži prefúknite palivové a brzdové potrubie stlačeným vzduchom.
(Pôvodný text materiálu nájdete na webovej stránke «AUDImanual.ru»)