
Table of contents: Sealing flange and driven disk ↓ Tightening sequence ↓ Installing an intermediate shield ↓ Crankshaft ↓ Sequence of tightening moments ↓ Crankshaft Bearing Matching… ↓ Designation of cylinder block… ↓ Pistons and connecting rods ↓ Mounting position of the bearing… ↓
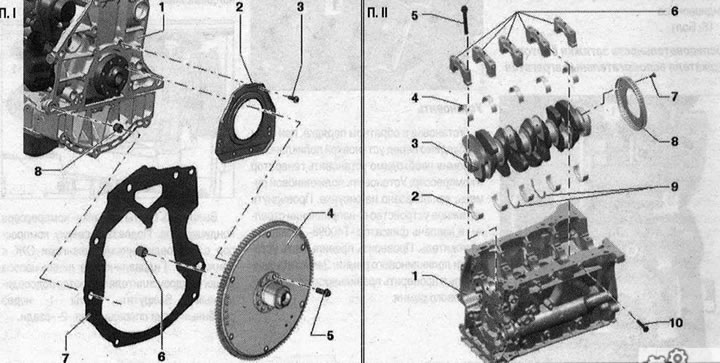
Sealing flange and driven disk
I
- 1. Cylinder block
- 2. Sealing flange with lip seal. Do not lubricate the working edge of the seal. Use the support sleeve included in the delivery set for installation. Before installation, remove any remaining oil on the crankshaft connecting rod journal with a clean rag
- 3. Bolt
- 4. Driven disk. To loosen the fastening
- secure the peg bolts using "3067"
- 5. Bolt. 60 Nm + 90°. Replace
- 6. Needle bearing. Press out and press in
- 7. The intermediate shield must be installed on the mounting bushings. Do not damage/bend during installation work. Suspended from the flange
- 8. Guide bushing
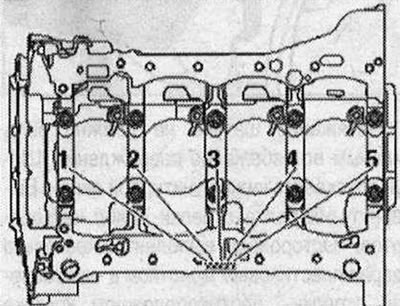
Tightening sequence
Tighten bolts "1, 8" in the sequence shown in the figure:
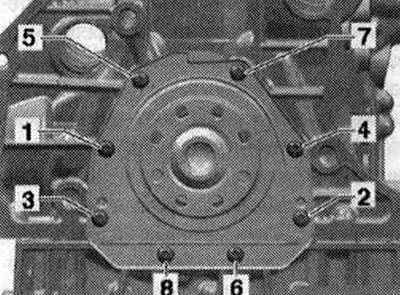
- 1. Tighten the bolts by hand.
- 2. Tighten the bolts to 9 Nm.
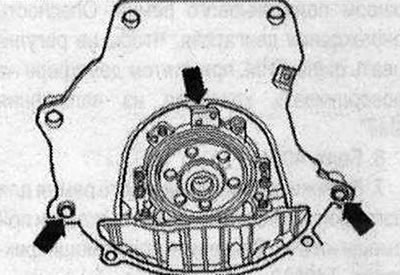
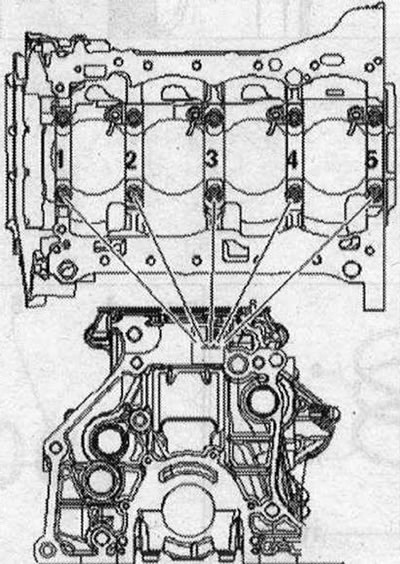
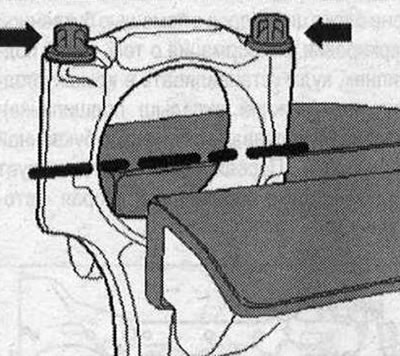
Installing an intermediate shield
Hang the intermediate shield on the sealing flange and place it on the mounting bushings of the "arrows".
Crankshaft
II
- 1. Cylinder block
- 2. Bearing insert installed in the cylinder block with a lubrication groove. Do not interchange previously used bearing inserts (when removing, mark)
- 3. Crankshaft. After removal, position it so that the sensor gear "pos. 5" does not touch it and cannot be damaged. When measuring the radial clearance, do not twist the crankshaft
- 4. Bearing insert installed in a bearing cap without a lubrication groove. Previously used bearing inserts in places. Do not change (when removing, mark)
- 5. Bolt. Replace
- 6. Bearing cap. Bearing cap 1: from the crankshaft pulley side. The retaining lugs of the bearing shells in the cylinder block and the bearing caps must lie on top of each other
- 7. Bolt. 10 Nm + 90e. Replace. Replace the sensor gear after each bolt loosening
- 8. Gear ring of the engine speed sensor "G28". Installation is possible only in one position - the holes are offset -. Replace the sensor gear after each unscrewing of the bolts
- 9. Thrust half rings for bearing 3
- 10. Bolt. Replace
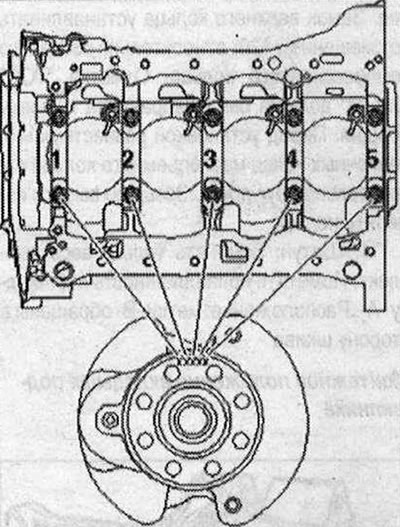
Sequence of tightening moments
Tighten the crankshaft bolts in the sequence "1...5" as follows.
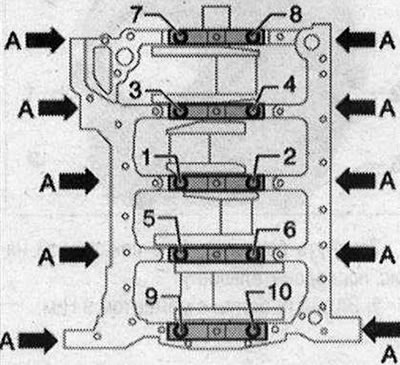
- 1. Screw in bolts "1...10" and "arrows" by hand.
- 2. Pre-tighten bolts "1...10" to a torque of 65 Nm.
- 3. Tighten bolts "1...10" by 90° using a rigid wrench.
- 4. Pre-tighten the arrow bolts to 20 Nm.
- 5. Tighten the arrow bolts with a hard wrench by 90°.
Crankshaft Bearing Matching (classification)
At the factory, bearing liners of the required thickness are selected for the cylinder block. Colored marks are used to indicate the thickness of the bearing liners. Information about which bearing should be installed where in the cylinder block (upper bearing shell), is indicated on the lower surface of the seal and on the end face of the cylinder block using letter marking. Information about which bearing to install where in the bearing cap (lower bearing shell), indicated on the crankshaft using letter marking. The first letter corresponds to the first bearing cap, the second to the second, etc.
Designation of cylinder block bearing shells
The cylinder block marking may be located on the sealing surface of the oil pan or on the end wall (from the KP side) cylinder block. The cylinder block marking indicates the conformity of the upper bearing shells (bearing shell from cylinder block side). Write down the letter and determine from the table the color marking of the insert to be installed.
Bearing shell designation on the cover:
The crankshaft marking indicates the conformity of the lower bearing shells (bearing shell from the bearing cap side). Write down the letter and determine from the table the color marking of the insert to be installed.
S = black/R = red/G = yellow/B = blue/W = white
Pistons and connecting rods
- 1. Connecting rod cap fastening bolt. 45 N·m + 90° turn. Replace. Lubricate the threads and mating surface with oil. Use old bolts to check radial runout. To measure radial clearance, tighten to 30 N·m, but do not turn further
- 2. Connecting rod cap. Install in the correct position. Due to the connecting rods made by the method of constructive breaking (cracking), the connecting rod cap can be installed only in one position and only on the corresponding connecting rod. Mark the belonging to the cylinder "A". Position: marks "B" facing the pulley
- 3. Bearing shells. Do not interchange previously used bearing shells (when removing, mark). Axial displacement of a new part: 0.10...0.35 mm Limit tolerance: 0.40 mm. Radial runout measured with Plastigage: new: 0.02...0.06 mm, wear tolerance limit: 0.09 mm. Do not rotate the crankshaft when measuring radial runout
- 4. Safety valve. 27 Nm
- 5. Oil injection nozzle for piston cooling
- 6. Retaining ring. Replace
- 7. Piston pin
- 8. Piston. Mark the installation position and the cylinder. The arrow on the piston bottom points towards the belt pulleys. Checking pistons, piston rings and cylinder diameters
- 9. Compression rings. Remove and install with piston ring pliers. Position the locks with a 120° offset. Installation position: "TOP" mark or written side facing the piston bottom
- 10. Oil scraper ring. 2-piece. Install the lock of the upper ring with an offset of 120° relative to the adjacent compression ring. The "TOP" or "R" mark should be directed toward the piston bottom. Before installation, move the locks of the band rings of the oil scraper ring relative to each other. The height gap cannot be measured
- 11. Connecting rod. Replace only the entire set. Mark the cylinder "A". Location: marks "B" facing the pulley
Mounting position of the bearing shell
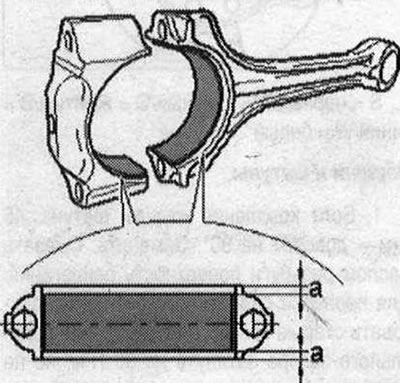
Insert the bearing shells coaxially into the connecting rod and connecting rod cap. Dimension "a" should be the same on the left and right.
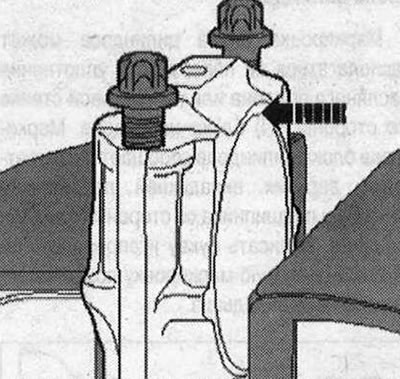
Disconnect the new connecting rod: New connecting rods may not be completely disconnected at the programmed break points. Do not remove the connecting rod cap by hand, proceed as follows: Mark the alignment of the cylinders and connecting rods. Provide a slight tension on the connecting rod, as shown in the figure, using a vice with protective jaw pads.
The connecting rod tension should not be too strong to avoid damage. The connecting rod drops below the dotted line. Loosen both bolts "arrows" by approx. 5 turns. Carefully perform several blows with a plastic hammer in the "direction of the arrow" opposite the connecting rod cap, so that the cap is detached.
[Information obtained from this resource: AudiManual.ru]