
Skinite poklopce ležaja #1 i #3 (očitavanje se uzima sa strane pogona bregastog vratila), zatim naizmjenično odvrnite matice svornjaka koji pričvršćuju poklopce ležaja br. 2 i 4 u poprečnom uzorku.
Skinite bregastu osovinu s ležajeva glave cilindra i uklonite podizače ventila.
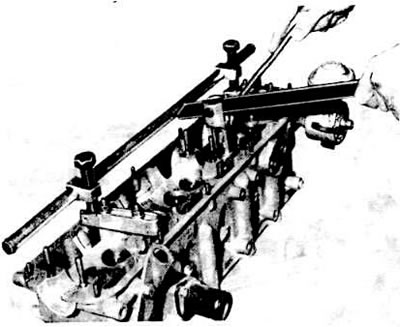
Rastavljanje ventila pomoću kompresora opruge ventila
Ugradite kompresor opruge ventila na glavu cilindra i šiljastim kliještima otpustite krekere iz ventila.
Uklonite pločaste opruge.
Uklonite brtve stabla ventila pomoću inercijskog izvlakača.
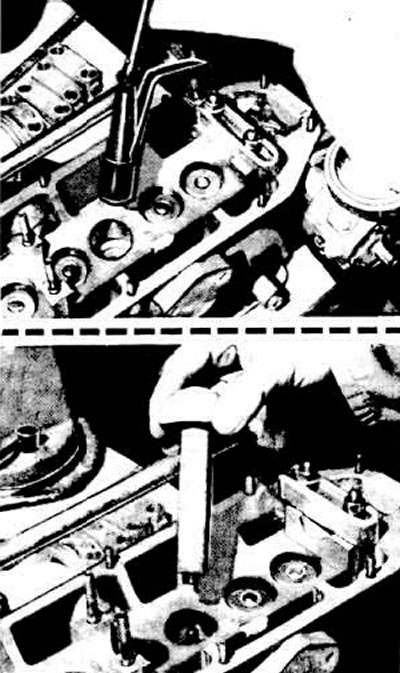
Uklanjanje i postavljanje brtvi stabla ventila Gore: Uklanjanje poklopca. Dolje: postavljanje poklopca
Izvadite ventile.
Uklonite podloške opruge ventila.
Označite položaj dijelova koji se uklanjaju tako da se dijelovi koji se ne mogu zamijeniti mogu vratiti u prvobitni položaj tijekom sastavljanja.
Obrišite detalje.
Provjerite stupanj istrošenosti sjedišta vodilica ventila i zazor između čahura i stabljika ventila.
Umetnite novi ventil u čahuru za vođenje i pomoću alata VW 387 s indikatorom odredite razmak između kraja vretena i ruba čahure za vođenje.
Zamijenite vodeće čahure ako zazor prelazi 0,10 mm za čahure usisnog ventila i 0,13 mm za čahure ispušnog ventila.
Provjerite ravnost spojne površine glave cilindra metalnim ravnalom i setom mjerača.
Izbrusite, ako je potrebno, spojnu površinu glave cilindra unutar prihvatljivih granica (vidi pododjeljak «Detaljne specifikacije»).
Provjerite stanje ventila i opruga ventila.
Provjerite stanje sjedišta ventila i po potrebi ih izbrusite. Brušenje se provodi posebnim alatom iu prihvatljivim granicama (cm. «Detaljne specifikacije»).
Na modelima motora «KU» I «NF» u slučaju brušenja sjedišta ventila, mora se održavati minimalna udaljenost kako bi se osigurao normalan rad hidrauličkih podizača ventila «A» (pogledajte sliku u odjeljku «Četverocilindrični motor») između kraja stabla ventila i gornje ravnine glave cilindra, koja za usisne ventile treba biti 33,80 mm, za ispušne ventile - 34,10 mm.
Skupljanje radne ivice sjedišta ventila ne smije prijeći vrijednost jednaku razlici između vrijednosti «A» prije brušenja sjedišta ventila i minimalne vrijednosti «A» nakon mljevenja.
Izbrusite, ako je potrebno, radne ivice ulaznih ventila. Radni rubovi ispušnih ventila ne podliježu brušenju, dopušteno je brušenje ispušnih ventila, au ostalim slučajevima moraju se zamijeniti.
Temeljito očistite glavu cilindra prije sastavljanja, te nakon brušenja sjedišta ventila i lepljenja ventila.
Izbrusite, ako je potrebno, spojnu površinu glave cilindra unutar prihvatljivih granica (vidi pododjeljak «Detaljne specifikacije»).
Provjerite stanje ventila i opruga ventila.
Provjerite stanje sjedišta ventila i po potrebi ih izbrusite. Brušenje se provodi posebnim alatom iu prihvatljivim granicama (cm. «Detaljne specifikacije»).
Na modelima motora «KU» I «NF» u slučaju brušenja sjedišta ventila, mora se održavati minimalna udaljenost kako bi se osigurao normalan rad hidrauličkih podizača ventila «A» (pogledajte sliku u odjeljku «Četverocilindrični motor») između kraja stabla ventila i gornje ravnine glave cilindra, koja za usisne ventile treba biti 33,80 mm, za ispušne ventile - 34,10 mm.
Skupljanje radne ivice sjedišta ventila ne smije prijeći vrijednost jednaku razlici između vrijednosti «A» prije brušenja sjedišta ventila i minimalne vrijednosti «A» nakon mljevenja.
Izbrusite, ako je potrebno, radne ivice ulaznih ventila. Radni rubovi ispušnih ventila ne podliježu brušenju, dopušteno je brušenje ispušnih ventila, au ostalim slučajevima moraju se zamijeniti.
Temeljito očistite glavu cilindra prije sastavljanja, te nakon brušenja sjedišta ventila i lepljenja ventila.
Komentari posjetitelja