
Odstráňte kryty ložísk #1 a #3 (počet sa berie zo strany pohonu vačkového hriadeľa), potom jednu po druhej krížom odskrutkujte matice svorníkov zaisťujúcich veká ložísk č. 2 a 4.
Odstráňte vačkový hriadeľ z podpier hlavy valcov a odstráňte zdviháky ventilov.
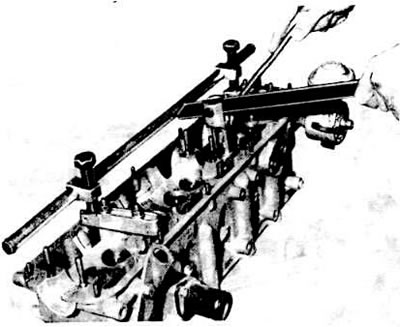
Demontáž ventilov pomocou kompresora ventilových pružín
Nainštalujte kompresor ventilových pružín na hlavu valca a pomocou klieští so špičatými koncami uvoľnite ventily zo sušienok.
Odstráňte pramene doskami.
Odstráňte tesnenia drieku ventilu pomocou zotrvačného sťahováka.
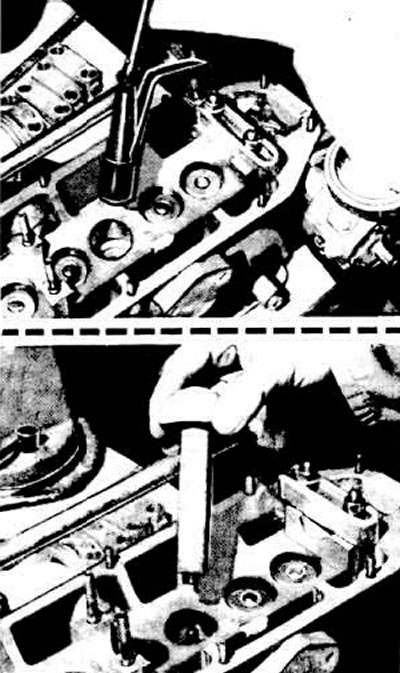
Demontáž a montáž tesnení drieku ventilu Hore: odstránenie tesnenia. Spodná časť: Inštalácia uzáveru
Odstráňte ventily.
Odstráňte podporné podložky pružiny ventilu.
Označte polohu dielov, ktoré sa majú odstrániť, aby diely, ktoré sa nedajú vymeniť, mohli byť pri montáži vrátené do pôvodnej polohy.
Vyčistite diely.
Skontrolujte stupeň opotrebovania vodiacich puzdier ventilov a vôľu medzi puzdrami a driekmi ventilov.
Vložte nový ventil do vodiaceho puzdra a pomocou nástroja VW 387 s indikátorom zmerajte vôľu medzi koncom vretena a okrajom vodiaceho puzdra.
Vodiace puzdrá vymeňte, ak vôľa presahuje 0,10 mm pre puzdrá sacích ventilov a 0,13 mm pre puzdrá výfukových ventilov.
Pomocou kovového pravítka a sady spáromerov skontrolujte, či dosadacia plocha hlavy valcov nie je rovná.
V prípade potreby obrúste dosadaciu plochu hlavy valcov v rámci povolených limitov (pozri podkapitolu "Podrobné technické špecifikácie").
Skontrolujte stav ventilov a ventilových pružín.
Skontrolujte stav sediel ventilov a v prípade potreby ich prebrúste. Brúsenie sa vykonáva pomocou špeciálneho nástroja a v rámci povolených limitov (pozri "Podrobné technické špecifikácie").
Na motoroch modelov "KU" a "NF" je v prípade brúsenia sediel ventilov, aby bola zabezpečená normálna činnosť hydraulických zdvihátek ventilov, nutné dodržať minimálnu vzdialenosť "a" (pozri obrázok v časti "Štvorvalcový motor") medzi koncom drieku ventilu a hornou rovinou hlavy valca, ktorá by sa pre sacie ventily mala rovnať 33,80 mm, pre výfukové ventily - 34,10 mm.
Zmrštenie pracovného skosenia sedla ventilu nesmie presiahnuť hodnotu rovnajúcu sa rozdielu medzi hodnotou "a" pred brúsením sedla ventilu a minimálnou hodnotou "a" po brúsení.
V prípade potreby zbrúste pracovné skosenie sacích ventilov. Pracovné skosenia výfukových ventilov nepodliehajú brúseniu výfukových ventilov, v ostatných prípadoch sú predmetom výmeny.
Pred montážou dôkladne očistite hlavu valcov, ako aj po brúsení sediel ventilov a lapovaní ventilov.
V prípade potreby obrúste dosadaciu plochu hlavy valcov v rámci povolených limitov (pozri podkapitolu "Podrobné technické špecifikácie").
Skontrolujte stav ventilov a ventilových pružín.
Skontrolujte stav sediel ventilov a v prípade potreby ich prebrúste. Brúsenie sa vykonáva pomocou špeciálneho nástroja a v rámci povolených limitov (pozri "Podrobné technické špecifikácie").
Na motoroch modelov "KU" a "NF" je v prípade brúsenia sediel ventilov, aby bola zabezpečená normálna činnosť hydraulických zdvihátek ventilov, nutné dodržať minimálnu vzdialenosť "a" (pozri obrázok v časti "Štvorvalcový motor") medzi koncom drieku ventilu a hornou rovinou hlavy valca, ktorá by sa pre sacie ventily mala rovnať 33,80 mm, pre výfukové ventily - 34,10 mm.
Zmrštenie pracovného skosenia sedla ventilu nesmie presiahnuť hodnotu rovnajúcu sa rozdielu medzi hodnotou "a" pred brúsením sedla ventilu a minimálnou hodnotou "a" po brúsení.
V prípade potreby zbrúste pracovné skosenie sacích ventilov. Pracovné skosenia výfukových ventilov nepodliehajú brúseniu výfukových ventilov, v ostatných prípadoch sú predmetom výmeny.
Pred montážou dôkladne očistite hlavu valcov, ako aj po brúsení sediel ventilov a lapovaní ventilov.