
Зніміть кришки підшипників №1 та 3 (відлік ведеться з боку приводу розподільчого валу), потім по черзі хрест-навхрест відверніть гайки шпильок кріплення кришок підшипників №2 та 4.
Вийміть розподільний вал із опор головки циліндрів та вийміть штовхачі клапанів.
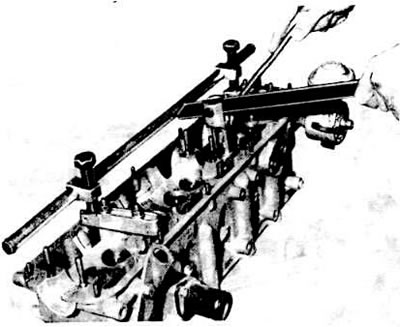
Розбирає клапани за допомогою пристосування для стискання клапанних пружин
Встановіть на головці циліндрів пристрій для стиснення пружин клапанів і за допомогою щипців із загостреними кінцями звільніть клапани від сухарів.
Зніміть пружини з тарілками.
Вийміть масловідбивні ковпачки стрижнів клапанів за допомогою інерційного знімача.
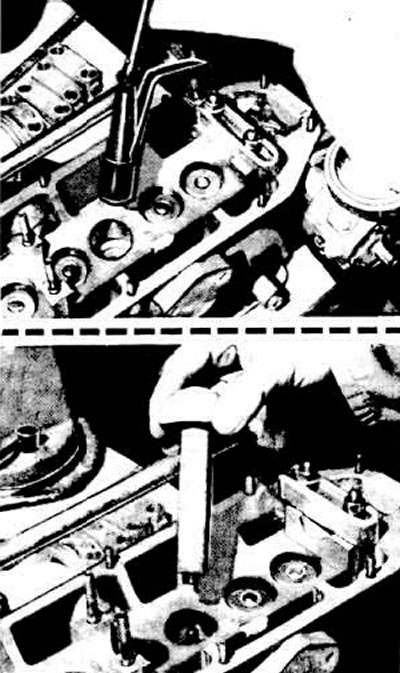
Зняття та встановлення олійно-відбивних ковпачків клапанів Вгорі: зняття ковпачка. Внизу: встановлення ковпачка
Вийміть клапани.
Зніміть опорні шайби клапанних пружин.
Позначте положення деталей, що знімаються, для того, щоб деталі, що не підлягають заміні, поставити при складанні в початкове положення.
Очистіть деталі.
Перевірте ступінь зношування гнізд напрямних втулок клапанів та зазор між втулками та стрижнями клапанів.
Вставте новий клапан у напрямну втулку та визначте зазор між торцем стрижня та кромкою напрямної втулки за допомогою пристосування VW 387 з індикатором.
Замініть напрямні втулки, якщо зазор перевищує 0,10 мм для втулок впускних клапанів та 0,13 мм для втулок випускних клапанів.
Перевірте, чи не порушена площинність поверхні головки циліндрів, що сполучається, за допомогою металевої лінійки і набору щупів.
Прошліфуйте при необхідності поверхню, що сполучається, головки циліндрів в допустимих межах (див. підрозділ "Детальні технічні характеристики").
Перевірте стан клапанів та пружин клапанів.
Перевірте стан сідел клапанів і, за потреби, прошліфуйте їх. Шліфування виконується спеціальним інструментом та з дотриманням допустимих меж (див. "Детальні технічні характеристики").
На двигунах моделей "KU" та "NF" у разі шліфування сідел клапанів для забезпечення нормальної роботи гідравлічних штовхачів клапанів необхідно витримати мінімальну відстань "а" (див. малюнок у розділі "Чотирьохциліндровий двигун") між торцем стрижня клапана та верхньою площиною головки циліндрів, яке для впускних клапанів має дорівнювати 33,80 мм, для випускних клапанів — 34,10 мм.
Усадка робочої фаски сідла клапана не повинна перевищувати величину, що дорівнює різниці між величиною "а" до шліфування сідла клапана та мінімальною величиною "а" після шліфування.
При необхідності прошліфуйте робочі фаски впускних клапанів. Робочі фаски випускних клапанів шліфування не підлягають, допускається притирання випускних клапанів, а в інших випадках вони підлягають заміні.
До складання ретельно очистіть головку циліндрів, а також після шліфування сідел клапанів та притирання клапанів.
Прошліфуйте при необхідності поверхню, що сполучається, головки циліндрів в допустимих межах (див. підрозділ "Детальні технічні характеристики").
Перевірте стан клапанів та пружин клапанів.
Перевірте стан сідел клапанів і, за потреби, прошліфуйте їх. Шліфування виконується спеціальним інструментом та з дотриманням допустимих меж (див. "Детальні технічні характеристики").
На двигунах моделей "KU" та "NF" у разі шліфування сідел клапанів для забезпечення нормальної роботи гідравлічних штовхачів клапанів необхідно витримати мінімальну відстань "а" (див. малюнок у розділі "Чотирьохциліндровий двигун") між торцем стрижня клапана та верхньою площиною головки циліндрів, яке для впускних клапанів має дорівнювати 33,80 мм, для випускних клапанів — 34,10 мм.
Усадка робочої фаски сідла клапана не повинна перевищувати величину, що дорівнює різниці між величиною "а" до шліфування сідла клапана та мінімальною величиною "а" після шліфування.
При необхідності прошліфуйте робочі фаски впускних клапанів. Робочі фаски випускних клапанів шліфування не підлягають, допускається притирання випускних клапанів, а в інших випадках вони підлягають заміні.
До складання ретельно очистіть головку циліндрів, а також після шліфування сідел клапанів та притирання клапанів.