
Снимите крышки подшипников №1 и 3 (отсчет ведется со стороны привода распределительного вала), затем поочередно крест-накрест отверните гайки шпилек крепления крышек подшипников №2 и 4.
Выньте распределительный вал из опор головки цилиндров и извлеките толкатели клапанов.
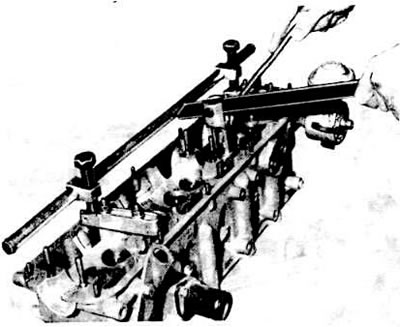
Разборка клапанов с помощью приспособления для сжимания клапанных пружин
Установите на головке цилиндров приспособление для сжатия пружин клапанов и с помощью щипцов с заостренными концами освободите клапаны от сухарей.
Снимите пружины с тарелками.
Выньте маслоотражательные колпачки стержней клапанов с помощью инерционного съемника.
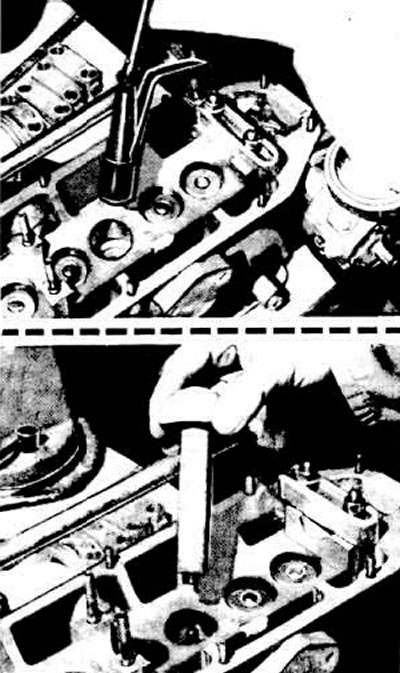
Снятие и установка маслоотражательных колпачков клапанов Вверху: снятие колпачка. Внизу: установка колпачка
Выньте клапаны.
Снимите опорные шайбы клапанных пружин.
Отмечайте положение снимаемых деталей для того, чтобы не подлежащие замене детали поставить при сборке в первоначальное положение.
Очистите детали.
Проверьте степень износа гнезд направляющих втулок клапанов и зазор между втулками и стержнями клапанов.
Вставьте новый клапан в направляющую втулку и определите зазор между торцом стержня и кромкой направляющей втулки с помощью приспособления VW 387 с индикатором.
Замените направляющие втулки, если зазор превышает 0,10 мм для втулок впускных клапанов и 0,13 мм для втулок выпускных клапанов.
Проверьте, не нарушена ли плоскостность сопрягающейся поверхности головки цилиндров с помощью металлической линейки и набора щупов.
Прошлифуйте при необходимости сопрягающуюся поверхность головки цилиндров в допустимых пределах (см. подраздел «Детальные технические характеристики»).
Проверьте состояние клапанов и пружин клапанов.
Проверьте состояние седел клапанов и, при необходимости, прошлифуйте их. Шлифование выполняется специальным инструментом и с соблюдением допустимых пределов (см. «Детальные технические характеристики»).
На двигателях моделей «KU» и «NF» в случае шлифования седел клапанов для обеспечения нормальной работы гидравлических толкателей клапанов необходимо выдержать минимальное расстояние «а» (см. рисунок в разделе «Четырехцилиндровый двигатель») между торцом стержня клапана и верхней плоскостью головки цилиндров, которое для впускных клапанов должно быть равно 33,80 мм, для выпускных клапанов — 34,10 мм.
Усадка рабочей фаски седла клапана не должна превышать величину, равную разнице между величиной «а» до шлифования седла клапана и минимальной величиной «а» после шлифования.
Прошлифуйте при необходимости рабочие фаски впускных клапанов. Рабочие фаски выпускных клапанов шлифованию не подлежат, допускается притирка выпускных клапанов, а остальных случаях они подлежат замене.
До сборки тщательно очистите головку цилиндров, а также после шлифования седел клапанов и притирки клапанов.
Прошлифуйте при необходимости сопрягающуюся поверхность головки цилиндров в допустимых пределах (см. подраздел «Детальные технические характеристики»).
Проверьте состояние клапанов и пружин клапанов.
Проверьте состояние седел клапанов и, при необходимости, прошлифуйте их. Шлифование выполняется специальным инструментом и с соблюдением допустимых пределов (см. «Детальные технические характеристики»).
На двигателях моделей «KU» и «NF» в случае шлифования седел клапанов для обеспечения нормальной работы гидравлических толкателей клапанов необходимо выдержать минимальное расстояние «а» (см. рисунок в разделе «Четырехцилиндровый двигатель») между торцом стержня клапана и верхней плоскостью головки цилиндров, которое для впускных клапанов должно быть равно 33,80 мм, для выпускных клапанов — 34,10 мм.
Усадка рабочей фаски седла клапана не должна превышать величину, равную разнице между величиной «а» до шлифования седла клапана и минимальной величиной «а» после шлифования.
Прошлифуйте при необходимости рабочие фаски впускных клапанов. Рабочие фаски выпускных клапанов шлифованию не подлежат, допускается притирка выпускных клапанов, а остальных случаях они подлежат замене.
До сборки тщательно очистите головку цилиндров, а также после шлифования седел клапанов и притирки клапанов.
Комментарии посетителей