
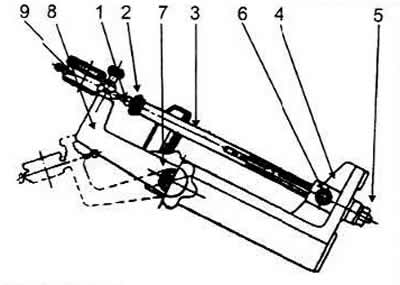
Stalak — za rastavljanje i sastavljanje motora.
Nosač — za montažu motora na postolje.
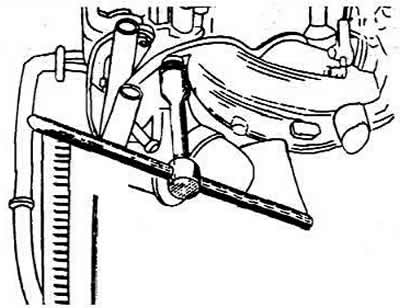
Ključ - za pričvršćivanje matica usisne i ispušne grane. Moment pritezanja matica je 25 Nm. Odvrtanje matica prikazano je na slici.
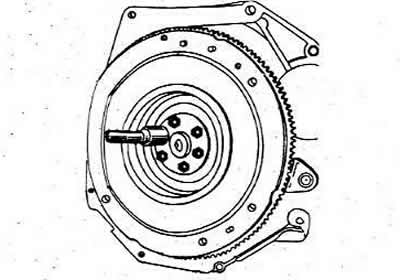
Držač - za sprječavanje okretanja zamašnjaka. Prilikom otpuštanja ili zatezanja čegrtaljke radilice, pričvrsnih vijaka kvačila ili zamašnjaka, potrebno je ugraditi držač u rupu bloka kako bi se zamašnjak osigurao od okretanja.
Ključ - za odvrtanje i zatezanje središnjeg vijka radilice i okretanje radilice motora prilikom podešavanja ventila.
Izvlakač - za skidanje prednjeg ležaja ulaznog vratila mjenjača.
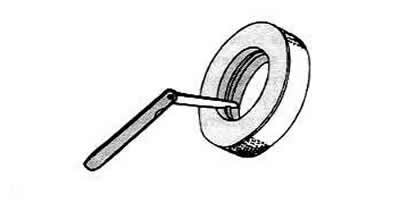
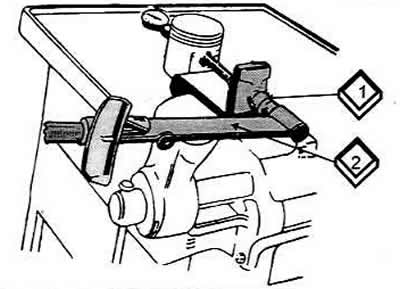
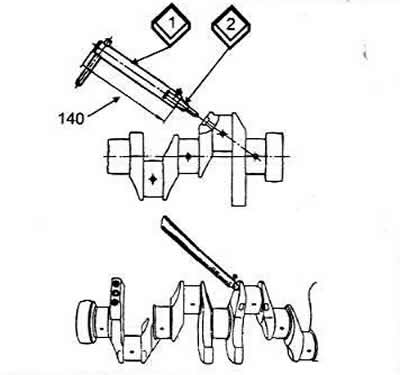
Ključevi - za odvrtanje i zamatanje klinova.
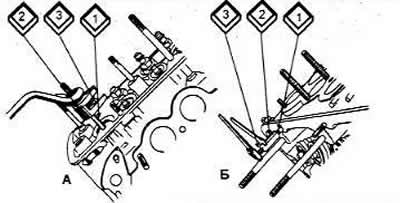
S ključem (A) ukosnica (1) stegnut u glavčini (2) ekscentričan (3). u ključu (B) ukosnica (1) stegnut u maticu (2) vijak (3). Promjer i korak navoja ključa moraju odgovarati klinu.
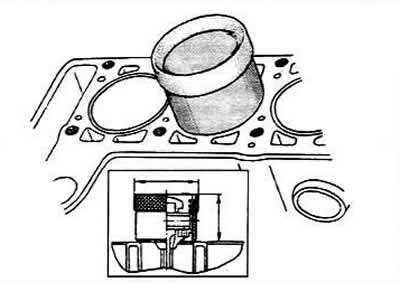
Komplet čahura - za ugradnju klipova zajedno s klipnim prstenovima i klipnjačama u cilindre bloka motora. Prilikom ugradnje klipova odabire se rukavac koji odgovara veličini klipa. Prije ugradnje površine cilindara i klipova moraju se podmazati motornim uljem.
Trnovi — za utiskivanje čepova radilice i bloka cilindra. Demontaža čepova provodi se s jezgrom i izvodi se tijekom remonta motora kako bi se kvalitativno očistio rashladni plašt bloka cilindra od kamenca i uljni kanali bloka cilindra, radilice i bregastog vratila od smolastih naslaga na njihovim stijenkama. Nakon utiskivanja čepova uljnih kanala, potrebno ih je zabrtviti jezgrom na nekoliko točaka.
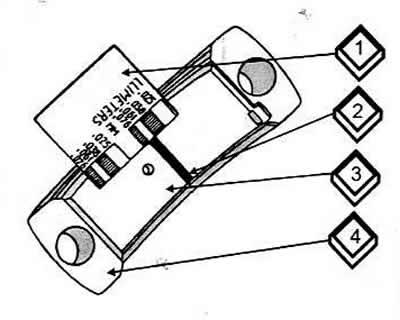
Prstenasti mjerači — za postavljanje čeljusti na nulu pri mjerenju istrošenosti cilindara motora.
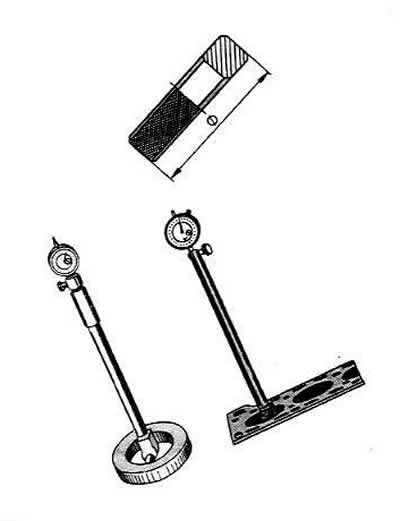
Nutrometar - za mjerenje istrošenosti cilindara bloka motora. Promjer cilindra mjeri se u četiri zone. U svakom remenu vrše se dva mjerenja - u uzdužnom i poprečnom smjeru motora. U području pojasa (1) Cilindri se praktički ne troše. Prema tome, prema razlici u mjerenjima u prvoj i ostalim zonama, može se procijeniti količina istrošenosti cilindra.
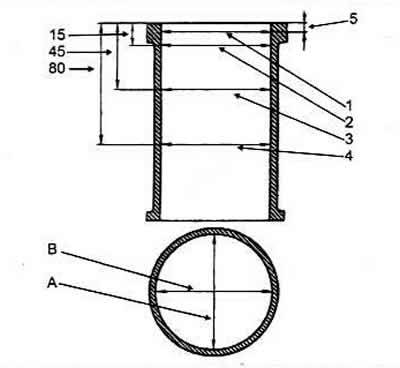
A, B. Smjer mjerenja
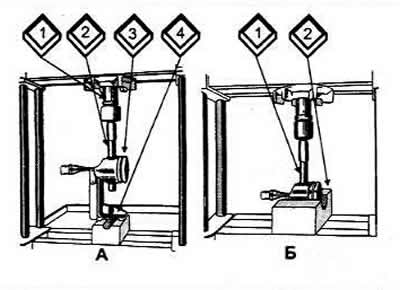
Stroj za bušenje - za bušenje cilindara bloka motora na popravnu veličinu, stroj za brušenje - za doradu cilindara. Honanje se prvo izvodi setom abrazivnih kamenčića srednjeg zrna, zatim finozrnatog. Da bi se postigla najbolja čistoća radne površine cilindra, ona se podešava fino zrnastim abrazivnim papirom namotanim na glavu za honanje. Trn klipa i nosač - za istiskivanje osovinice klipa. Klipni klip istiskuje se na preši pomoću trna 2 (A) i podržava (4) s cilindričnim udubljenjem u kojem se nalazi klip ili uz pomoć nosača 2 (B). Prije istiskivanja klipa, uklanjaju se klipni prstenovi.
Oštrič klipnih prstenova
Provjerava se setom pipa kada su prstenovi ugrađeni u mjerač s promjerom otvora koji je jednak nazivnom promjeru prstena, s dopuštenim odstupanjem od±0,003 mm.
Ako je zazor nedovoljan, potrebno je odrezati čeone površine prstenova na učvršćenju, a ako je zazor povećan, zamijeniti prstenove.
Kalibrirana plastična žica - za provjeru razmaka između košuljica i rukavaca radilice motora. Zazor između košuljica i rukavca radilice može se provjeriti proračunom (mjerni detalji). Međutim, prikladnije je koristiti kalibriranu plastičnu žicu za provjeru razmaka. U tom slučaju potrebno je pažljivo očistiti radne površine košuljica i pripadajući rukavac radilice. Zatim stavite komad plastične žice na njegovu površinu. Ugradite klipnjaču s poklopcem ili glavnim ležajem na rukavac radilice (ovisno o vrsti provjerenog vrata) i zategnite matice ili vijke. Uklonite poklopac i ravnanjem žice odredite veličinu razmaka na skali otisnutoj na pakiranju.
Ako je razmak unutar tolerancije ili manji od granice (0,1 mm za klipnjaču i 0,15 mm za glavne rukavce), ove se slušalice mogu ponovno koristiti.
S razmakom većim od granice, potrebno je zamijeniti obloge na tim vratovima novima. Ako su rukavci radilice istrošeni, tada ih je potrebno brusiti na veličinu za popravak i, sukladno tome, zamijeniti košuljice s onima za popravak (povećana debljina).
Termostatski kontrolirana električna peć za zagrijavanje gornjih glava klipnjača neophodna je kako bi se osiguralo interferentno dosjedanje u spoju klipnjače. Radi boljeg zagrijavanja klipnjače se gornjom glavom postavljaju unutar peći. Ako se klipnjača stavi u hladnu pećnicu, temperatura pećnice se namjesti na 240°C. Klipnjače se uklanjaju kada temperatura dosegne ovu vrijednost. Ako se klipnjače stave u pećnicu zagrijanu na 240°C, tada se na toj temperaturi drže 15 minuta.
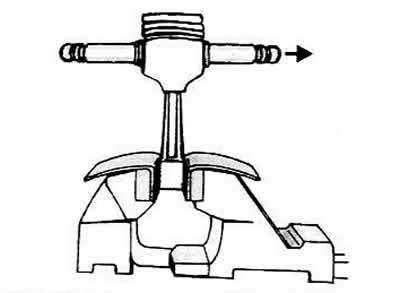
Naprave za utiskivanje osovinice klipa u klip i klipnjaču
Prst mora biti unaprijed pripremljen za montažu na učvršćenje. Da biste to učinili, stavite valjak (1) alat za klipnu osovinicu (2) i vodič (3), pričvršćivanjem vijkom (4).
Lagano zategnite vijak kako biste izbjegli zaglavljivanje kada se osovinica klipa proširi od kontakta sa zagrijanom klipnjačom. Izvadite zagrijanu klipnjaču iz pećnice i stegnite je u škripac što je brže moguće. Stavite klip na njega i pomoću alata gurnite osovinicu klipa u otvor klipa i u gornju glavu klipnjače tako. tako da je rame alata u kontaktu s klipom. U tom slučaju klip treba pritisnuti izbočinom na gornju glavu klipnjače u smjeru pritiska koji pokazuje strelica.
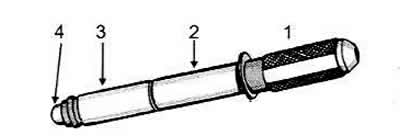
Uređaj za provjeru čvrstoće osovinice klipa s moment ključem
Da biste to učinili, stegnite bazu učvršćenja u škripac i spustite nosač (8) indikator.
Ugradite sklopljeni klip s klipnjačom na držač i umetnite navojnu šipku u rupu za klin (3) sve do glave (2) na kraju prsta. Zavrnite maticu na suprotni kraj šipke (5) tako da je u kontaktu s nosačem, a odabrani su mogući razmaci. Postavite zaustavljanje (6) u utor šipke, isključujući njegovu rotaciju. Podignite zagradu (8) u vodoravan položaj, pričvrstite ga ručkom (7) i postavite indikator (9), pribadača (1) koji da se nasloni na glavu (2) štap. Postavite indikator na nulu.
S moment ključem (2) pričvrstiti na maticu (1) moment 13 Nm, što odgovara aksijalnom opterećenju od 2 kN. Spustite dinamometar. U tom slučaju, kazaljka indikatora trebala bi se vratiti na nulu. U slučaju da se klin pomaknuo u glavi klipnjače, potrebno je zamijeniti klipnjaču.
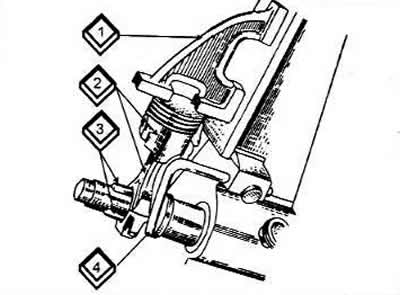
Uređaj za provjeru paralelnosti osi osovinice klipa i donje glave klipnjače
Glava klipnjače (bez umetaka) moraju biti instalirani na učvršćenje i centrirani noževima koji se uvlače (2). Postavite kalibar na dno klipa (4) i sa setom sondi, na udaljenosti od 125 mm od ugla ili gornjeg kraja mjerača, odredite razmak između okomite ploče učvršćenja i okomite ravnine mjerača. Mjesto mjerenja ovisi o tome dodiruje li mjerač okomite ploče kut ili gornji kraj. Dopušten je razmak ne veći od 0,4 mm. S većim razmakom potrebno je zamijeniti klipnjaču.
Brusilica i pribor za brušenje glavnih i klipnjačnih rukavaca koljenastog vratila
S prirubnicom (1) i podijeljeni rukav (2) radilica je postavljena na stroj za brušenje. Ovisno o istrošenosti rukavaca radilice bruse se na potrebnu veličinu.
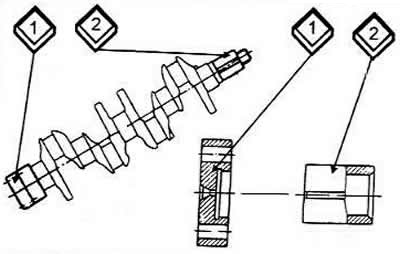
1 prirubnica
2 Podijeljeni rukav.
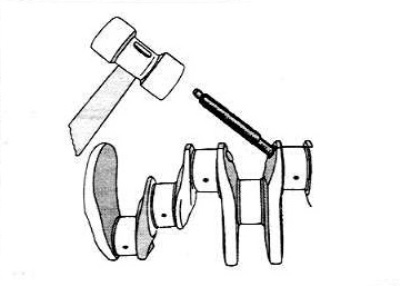
Prizme za provjeru geometrijskih parametara koljenastog vratila
Da biste to učinili, potrebno je instalirati radilicu na dvije prizme i pomoću indikatora provjeriti odstupanje i neusklađenost njegovih vratova.
Glodalo i trn za obradu utičnica koljenastog vratila
Nakon brušenja i naknadne dorade rukavaca koljenastog vratila motora, potrebno je ukloniti čepove uljnih kanala i obraditi utičnice čepova rezačem (2), staviti na trn (1). Radilicu i njezine prolaze temeljito operite benzinom i propuhajte komprimiranim zrakom.
Trn za utiskivanje novih čepova
Nakon utiskivanja, čepove treba iskovati jezgrom na nekoliko točaka.
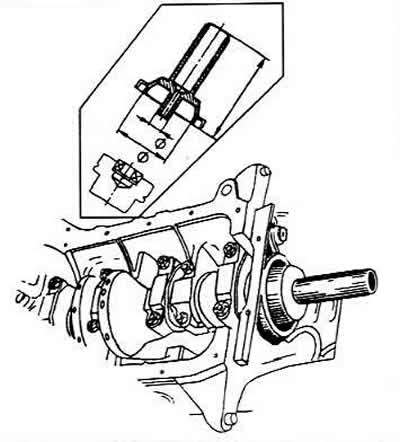
Uređaj za mjerenje aksijalnog zazora koljenastog vratila na motoru ugrađenom u automobil
Aksijalno kretanje radilice nastaje pritiskom i otpuštanjem papučice spojke. Vrijednost aksijalnog zazora određena je pomicanjem prednjeg kraja koljenastog vratila. Najveći dopušteni razmak ne smije biti veći od 0,35 mm.
Držač za ugradnju stražnjeg držača uljne brtve (sa kutijom za brtvljenje) na koljenastom vratilu
Da biste to učinili, podmažite uljnu brtvu motornim uljem i, izbjegavajući izobličenje, pritisnite je u držač.
Montažna ploča - za popravke na glavi cilindra skinutoj s motora.
Komentari posjetitelja