Оглавление: Уплотнительный фланец и ведомый диск ↓ Замена заднего уплотн. фланца ↓ Поршни и шатуны ↓ Коленвал ↓ Снятие зубчатого колеса с коленвала… ↓
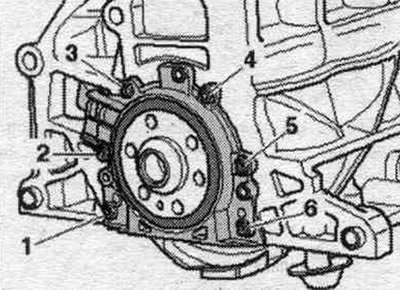
Уплотнительный фланец и ведомый диск
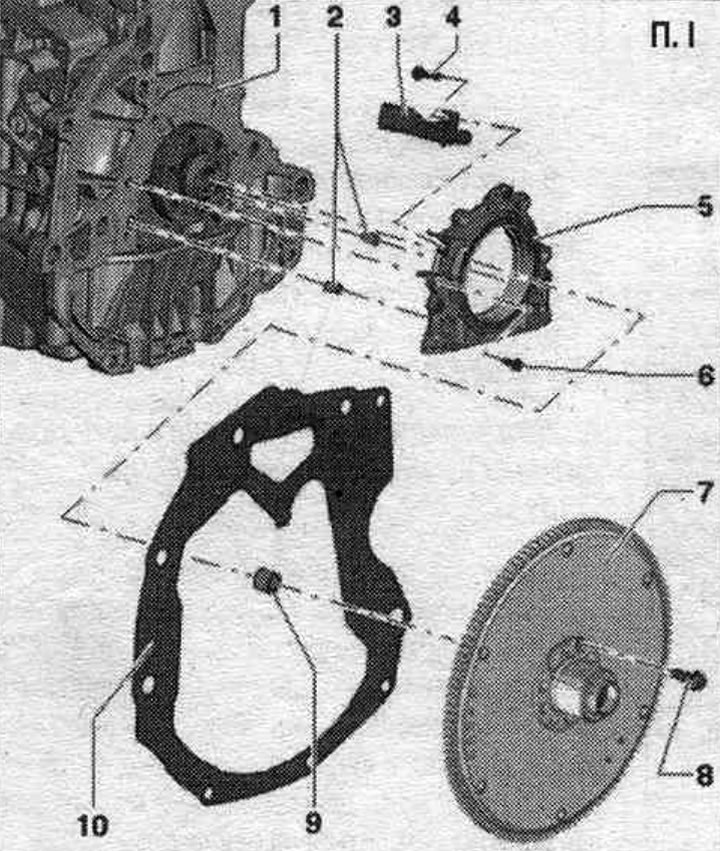
1. Блок цилиндров.
2. Направляющие втулки.
3. Датчик частоты вращения вала двигателя «G28».
4. Болт: 4,5 Нм.
5. Уплотнительный фланец с манжетным уплотнением: с кольцом датчика частоты вращения; заменять только в комплекте; рабочую кромку манжетного уплотнения доп. не смазывать; перед установкой удалить остатки масла на шатунной шейке коленвала чистой ветошью; для установки использовать опорную гильзу, входящую в комплект поставки.
6. Болт: 15 Нм.
7. Ведущий диск: для ослабления болтов зафиксировать посредством 3067.
8. Болт: 60 Нм + 90°; заменить.
9. Игольчатый подшипник.
10. Проставка: подвешивается к фланцу; должен устанавливаться на установочные втулки; не повредить/сгибать при монтажных работах.
Установить промежуточный щиток
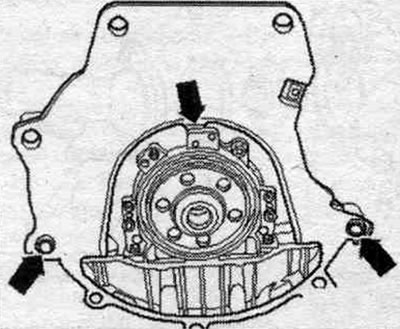
Подвесить промежуточный щиток на уплотн. фланце и насадить его на установочные втулки «стрелки».
Замена заднего уплотн. фланца
Выпрессовка уплотн. фланца с кольцом датчика
Демонтировать КП. Снять ведомый диск. Поставить приспособление для откачки масла под двигатель и слить масло. Снять промежуточную пластину. Поставить коленвал в положение ВМТ цил. так, как указано. Снять масляный поддон.
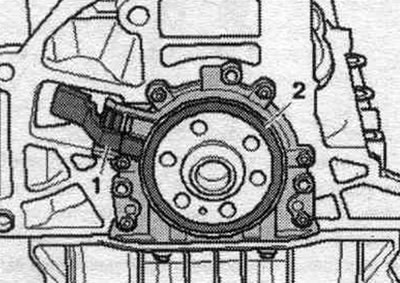
Все рабочие операции, для наглядности, показаны при снятом двигателе. Рабочие процессы при установленном двигателе и снятой КП идентичны. Снять датчик числа оборотов двигателя «G28» «поз. 1» с помощью стандартной сферической насадки.
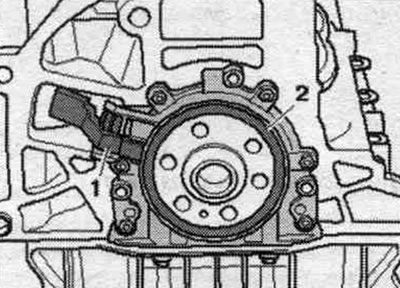
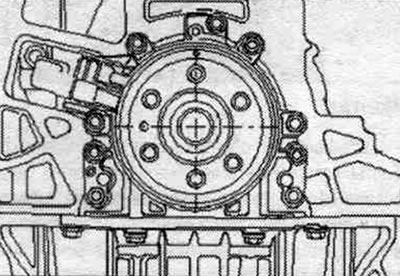
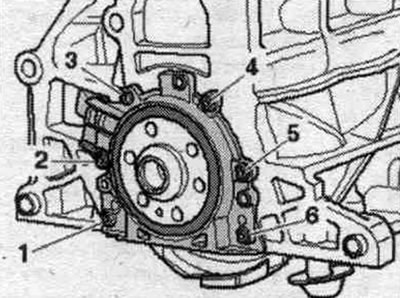
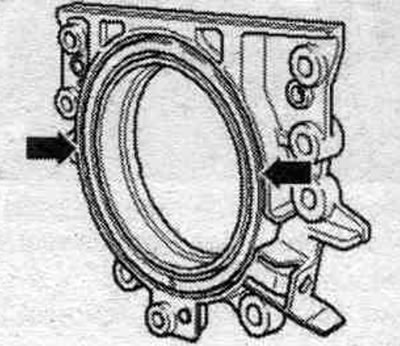
Выкрутить болты «1...6» уплотн. фланца.
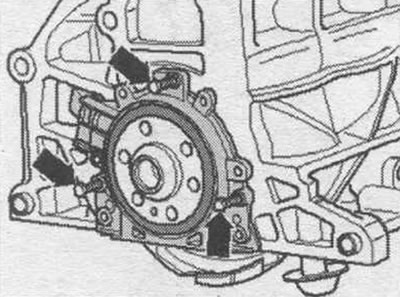
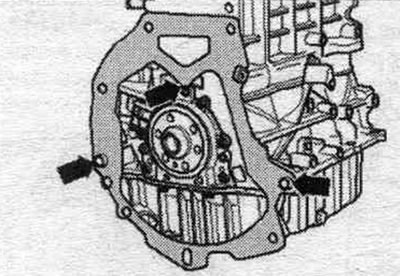
Уплотнительный фланец выпрессовывается с коленвала вместе с кольцом датчика. Для выпрессовки ввернуть 3 болта М6х35 «стрелки» по очереди макс, на 1/2 оборота в уплотн. фланец. Снять уплотн. фланец вместе с кольцом датчика.
Запрессовка уплотн. фланца с кольцом датчика
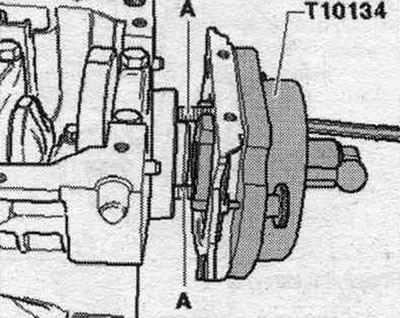
Уплотнительный фланец с тефлоновой уплотнительной манжетой снабжён опорным кольцом для рабочих кромок. Это опорное кольцо служит в роли установочной втулки, его нельзя удалять до установки. После извлечения уплотн. фланца и кольца датчика из упаковки их нельзя разъединять или перекручивать. Кольцо датчика принимает установочное положение путем фиксации на штифте монт. приспособления «Т10134». Уплотнительный фланец и уплотн. манжета являются единым целым и могут быть заменены только совместно с кольцом датчика. Монтажное приспособление «Т10134» приводится в установочное положение относительно коленвала посредством направляющего штифта, который вводится в отверстие коленвала.
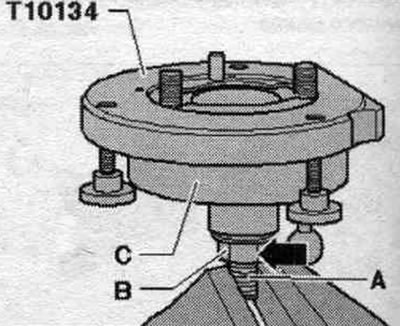
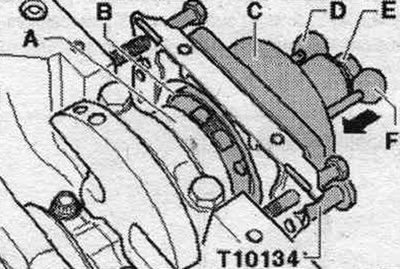
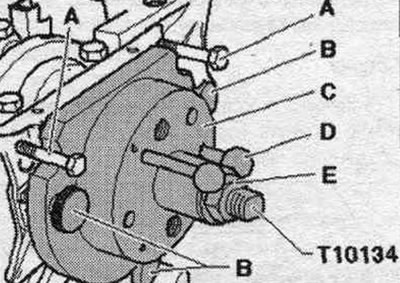
Конструкция монт. приспособления «Т10134»
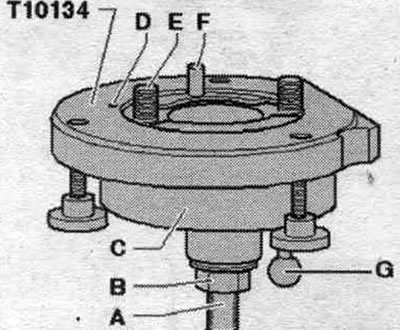
А. Зажимная поверхность; В. Шестигранная гайка; С. Монтажный колпак; D. Стопорный штифт; Е. Винт с внутренним шестигранником; F. Направляющий штифт для дизелей (чёрная ручка).
А. Установка уплотн. фланца с кольцом датчика на монт. приспособление «Т10134»
Выкрутить шестигранную гайку «В» почти до зажимной поверхности «А» ходового винта. Зажать тисками монт. приспособление «Т10134» в области зажимной поверхности «А» резьбового штифта. Надавить на монт. колпак «С» вниз, чтобы он прилегал к шестигранной гайке «В». Внутренняя часть монт. приспособления и монт. колпак должны находиться на одинаковом уровне.
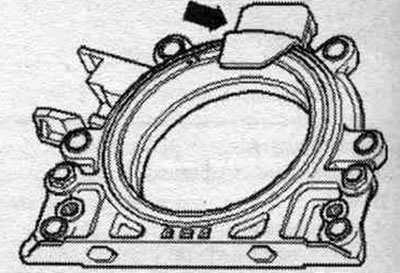
Удалить предохранитель «стрелка» с нового уплотн. фланца. Кольцо датчика нельзя извлекать из фланца или смещать.
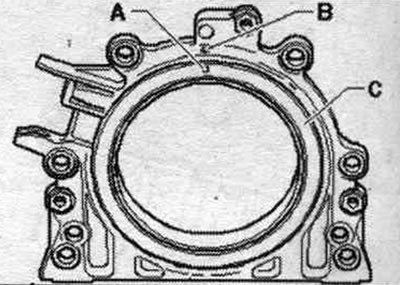
Отверстие для фиксации «А» на кольце датчика «С» должно располагаться на одной линии с отметкой «В» на уплотн. фланце. Положить уплотн. фланец передней стороной на чистую ровную поверхность.
Нажать на опорное кольцо рабочих кромок «А» вниз в направлении «стрелки», пока оно не станет прилегать к ровной поверхности.
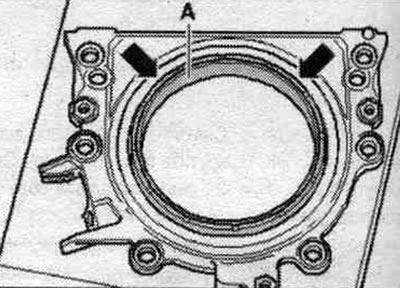
Верхний край кольца датчика и передний край уплотн. фланца должны находиться на одной линии «стрелки».
Уложить уплотн. фланец передней стороной на монт. приспособление «Т10134» так, чтобы фиксирующий штифт «В» вошёл в отверстие «А» задающего ротора. Следить за тем, чтобы уплотн. фланец ровно прилегал к монтажному, приспособлению.
Нажимать на уплотн. фланец и опорное кольцо рабочих кромок «В» во время затягивания трех болтов с накаткой «А» на поверхности монт. приспособления «Т10134», чтобы фиксирующий штифт не мог выскользнуть из отверстия кольца датчика. Следить за тем, чтобы кольцо датчика при монтаже уплотн. фланца оставалось зафиксированным в монт. приспособлении.
В. Установка монт. приспособления «Т10134» с уплотн. фланцем на фланец коленвала
Фланец коленвала очищен от масла и смазки. Двигатель стоит в ВМТ цил.. Выкрутить шестигранную гайку «В» до конца ходового винта. Надавить на резьбовой штифт монт. приспособления «Т10134» в направлении «стрелки», пока гайка «В» не станет прилегать к монтажному колпаку «А». Выровнять плоскую часть монт. колпака по отношению к посадочной поверхности блока цилиндров со стороны масл. поддона.
Закрепить монт. приспособление «Т10134» на фланце коленвала, для этого вкрутить болты в внутренним шестигранником «А» примерно на 5 шагов резьбы.
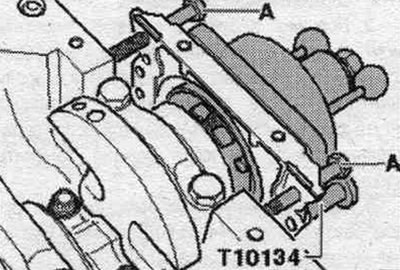
Ввернуть 2 болта М7х35 «А» для установки уплотн. фланца в блок цилиндров.
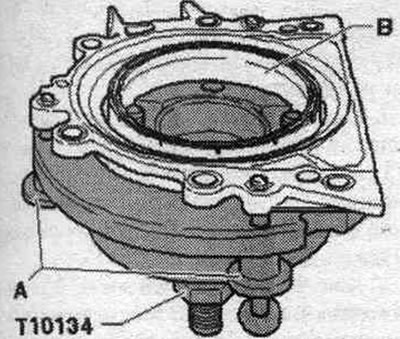
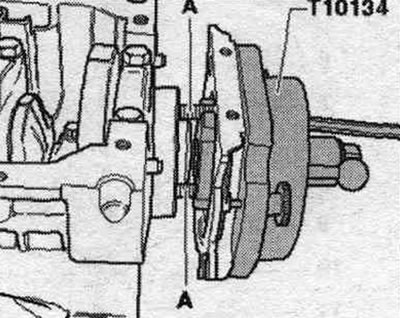
С. Закрепление монт. приспособления «Т10134» на фланце коленвала
Вручную сдвинуть монт. колпак «С» в направлении «стрелки», чтобы опорное кольцо рабочих кромок «В» прилегало к фланцу коленвала «А». Вставить направляющий палец для дизелей (черная рукоятка) «F» в отверстие коленвала. Благодаря этому кольцо датчика займет окончательное монт. положение. От руки затянуть оба болта с внутренним шестигранником монт. приспособления. Накручивать шестигранную гайку «Е» на ходовой винт до тех пор, пока она не будет прилегать к монтажному кожуху «С».
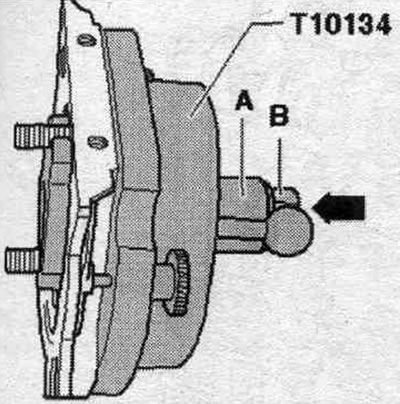
D. Напрессовка кольца датчика на фланец коленвала при помощи монт. приспособления «Т10134»
Затянуть шестигранную гайку монт. приспособления «Т10134» моментом 35 Нм. После затяжки шестигранной гайки на 35 Нм между блоком цилиндров и уплотн. фланцем еще должен оставаться небольшой зазор.
Е. Проверка монт. положения кольца датчика на коленвале
Открутить шестигранную гайку «Е» до конца резьбового штифта. Выкрутить 2 болта «А» из блока цилиндров. Выкрутить 3 болта с накаткой «В» из уплотн. фланца. Снять монт. приспособление «Т10134». Удалить опорное кольцо рабочих кромок.
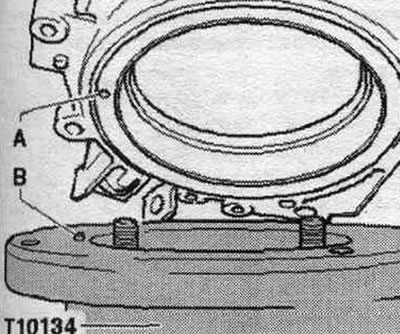
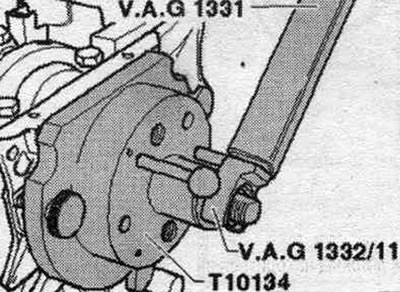
Кольцо датчика правильно расположено на коленвалу, если расстояние «а» между фланцем коленвала «А» и кольцом датчика «В» составляет 0,5 мм.
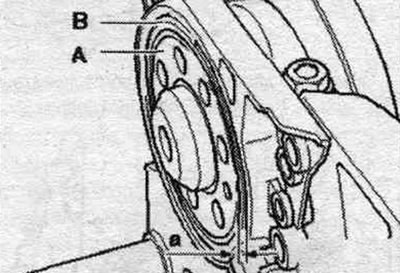
Установить глубиномер на фланец коленвала. Измерить расстояние "а" между фланцем коленвала и кольцом датчика. Если расстояние "а" слишком мало: допрессовать кольцо датчика. Если расстояние "а" соответствует заданному: выполнить остальные работы по сборке.
F. Допрессовка кольца датчика
Закрепить монт. приспособление «Т10134» «А»на фланце коленвала, затянув от руки болты с внутренним шестигранником. Вручную придвинуть монт. приспособление «Т10134» к уплотнительному фланцу.
Накручивать шестигранную гайку «Е» на ходовой винт до тех пор, пока она не будет прилегать к монтажному кожуху «С». Затянуть шестигранную гайку монт. приспособления «Т10134» моментом 40 Нм. Повторно проверить, как кольцо датчика расположено на коленвалу. Если расстояние "а" слишком мало: затянуть шестигранную гайку монт. приспособления «Т10134» моментом 45 Нм. Повторно проверить, как кольцо датчика расположено на коленвалу.
Сборка
Установка в обратном порядке. Последовательно затянуть новые болты «1...6» уплотн. фланца крест-накрест.
Прикрутить датчик цикла оборотов двигателя «G28» «поз. 1». Установить масляный поддон.
Подвесить промежуточный щиток на уплотн. фланце и насадить его на установочные втулки «стрелки». Установить ведомый диск. Установить КП.
Поршни и шатуны
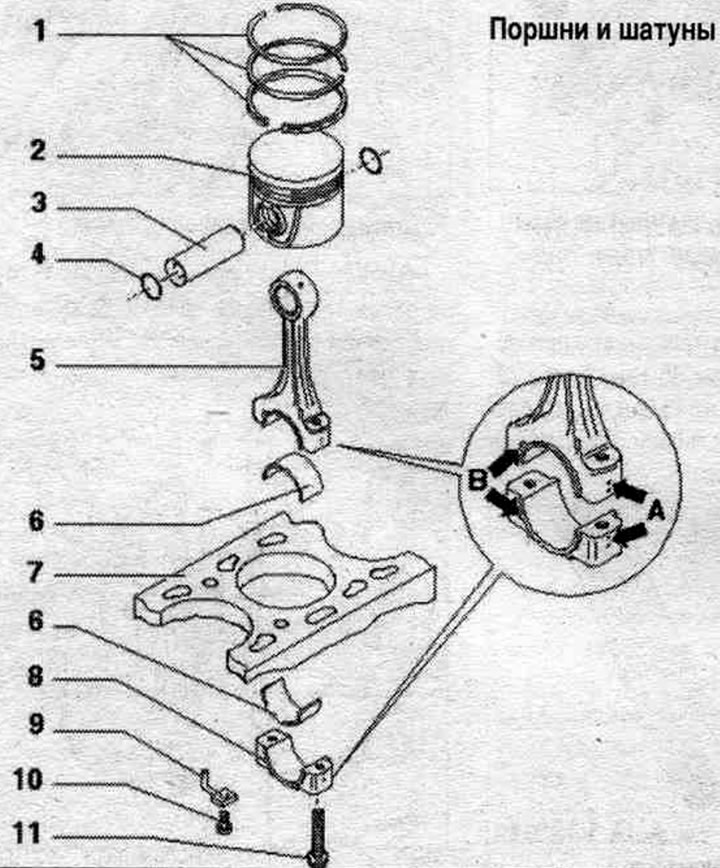
1. Поршневые кольца: разместить замки со смещением на 120°; снимать и устанавливать с помощью щипцов для поршневых колец; отметка "ТОР" обращена к днищу поршня.
2. Поршень: с камерой сгорания; пометить монт. положение и принадлежность к цилиндру; стрелка на днище поршня указывает в сторону ременных шкивов; устанавливать с помощью жгута для установки поршневых колец; при образовании рисок на юбке поршня заменить поршень.
3. Поршневой палец: если палец входит с трудом, разогреть поршень до 60°C; снимать и устанавливать с помощью оправки «VW 222 А».
4. Стопорное кольцо.
5. Шатун: пометить принадлежность к цилиндру цветным карандашом «А»; монт. положение: отметки «В» указывают в сторону ременных шкивов; крышка подшипника отделена методом разлома.
6. Вкладыш подшипника: устанавливать в надлежащем положении; учитывать: верхний и нижний вкладыши не взаимозаменяемы; верхний (обращенный в сторону поршня) выполнен из более износостойкого материала; маркировка: черная полоса на рабочей поверхности, у края стыка; эксплуатировавшиеся вкладыши местами не менять; вставлять вкладыши подшипников по центру: проверить надёжность крепления; предельный допуск осевого смещения: 0,37 мм; радиальное биение измерить с помощью измерительных полосок Plastigage: предельный допуск: 0,08 мм, при измерении не поворачивать коленвал.
7. Блок цилиндров.
8. Крышка шатуна: устанавливать в надлежащем положении; благодаря выполненным методом конструктивного разлома (крекинг) шатунам крышка устанавливается только в одном положении и только на соответствующие шатуны.
9. Форсунка впрыска масла: для охлаждения поршней.
10. Болт форсунки впрыска масла: 25 Нм; использовать без герметика.
11. Болт крепления крышки шатуна: 30 Нм + 90°; заменить; смазать маслом резьбу и поверхность прилегания: для проверки радиального биения использовать старые болты.
Коленвал
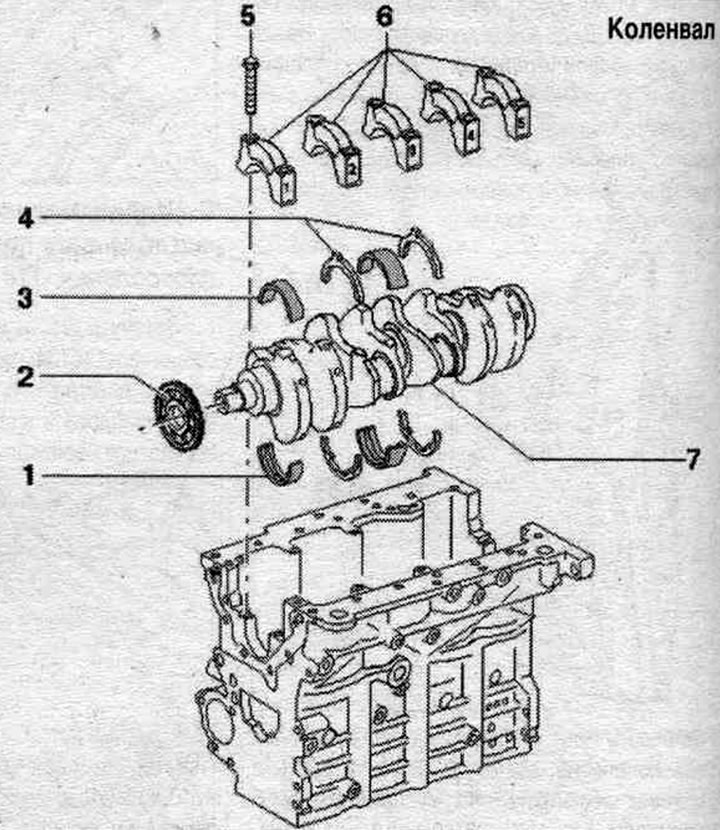
1. Вкладыш подшипника: для блока цилиндров со смазочной канавкой; ранее эксплуатировавшиеся вкладыши подшипников местами не менять (при снятии помечать).
2. Цилиндрическое зубчатое колесо.
3. Вкладыш подшипника: для крышки без смазочной канавки; ранее эксплуатировавшиеся вкладыши подшипников местами не менять (при снятии помечать).
4. Вкладыш осевой фиксации коленвала: для крышки подшипника 3; следить за фиксацией.
5. Болт: 65 Нм + 90°; заменить; для измерения радиального зазора затянуть с моментом 65 Нм, но не доворачивать.
6. Крышка подшипника: крышка подшипника 1: сторона ременных шкивов, крышка подшипника 3 с выемками для регулировочных шайб; удерживающие выступы вкладышей подшипников е блоке цилиндров и крышках подшипников должны лежать друг на друге.
7. Коленвал: осевой зазор новый: 0,17...0,17 мм предельный износ: 0,37 мм: радиальное биение измерить с помощью измерительных полосок Plastigage: 0,03...0,08 мм, предельный допуск: 0,17 мм; при замере радиального зазора коленвал не перекручивать.
Снятие зубчатого колеса с коленвала и установка нового зубчатого колеса
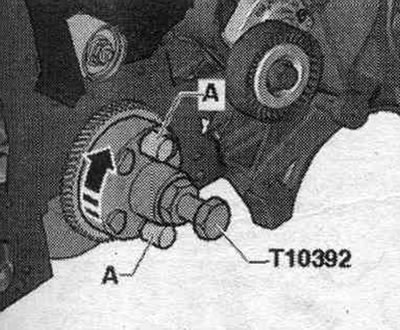
Снять уплотн. фланец со стороны ременного шкива. Снять масляный поддон. Снятие блока балансирных валов. Модуль балансирного вала заменять не следует, достаточно снять промежуточную шестерню. Установить оправку «Т10392/1» в консоль коленвала.

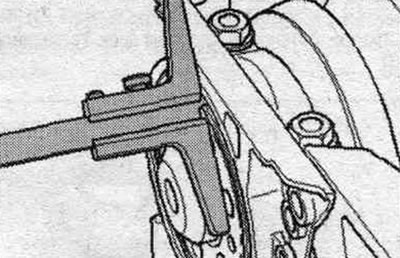
Вставить съёмник «Т10392» в отверстия шестерни и повернуть по часовой стрелке «стрелка», ввернуть стопорные штифты «А».
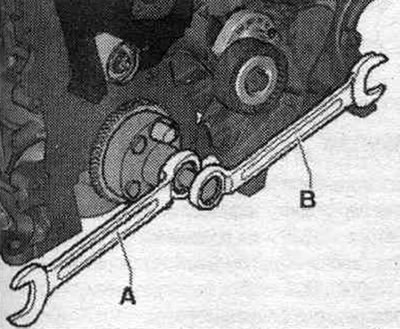
Удерживать коленвал кольцевым ключом от проворачивания «А». Снять цилиндрическое зубчатое колесо с шейки коленвала, провернув ходовой винт кольцевым ключом «В».
Установка
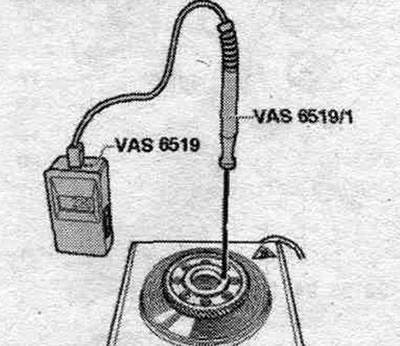
Проверить температуру при нагревании нового зубчатого колеса прибором для измерения температуры «VAS 6519». После достижения температуры 200°C для позиционирования зубчатого колеса на коленвалу остается прим. 4 секунды. Более высокая температура увеличивает время установки (220°C = ок. 6 секунд). Соблюдать чистоту на торце коленвала. Не следует превышать максимальную температуру 240°C, в противном случае изменится цвет зубчатого колеса или оно сместится. Положить новую ведущую шестерню всей поверхностью на обычную электроплитку и нагреть до температуры в интервале 200°C или 240°C. Надпись обращена вверх. Настроить прибор для измерения температуры «VAS 6519» на диапазон измерения 2. Установить температурный щуп «VAS 6519/1», как показано на рисунке, на буртик зубчатого колеса, считать показания температуры с измерительного прибора.
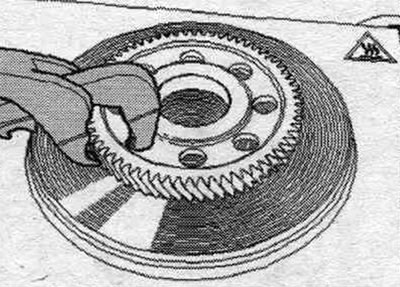
После достижения температуры сжать зубчатое колесо клещами, как показано на рисунке. При этом не допускать повреждения зубьев зубчатого колеса.
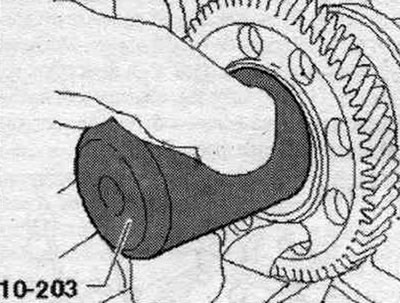
С помощью приспособления для запрессовки «10-203» медленно от руки надвинуть зубчатое колесо без перекосов до упора на торец коленвала. Несколько минут охлаждать зубчатое колесо, а затем установить модуль балансирного вала.