
Оглавление: Выпрессовка фланца с колесом датчика… ↓ Запрессовка уплотнительного фланца с… ↓ Сборка ↓ Коленчатый вал ↓
КП снята. Для лучшего представления порядок действий показан при снятом двигателе.
Выпрессовка фланца с колесом датчика с коленвала
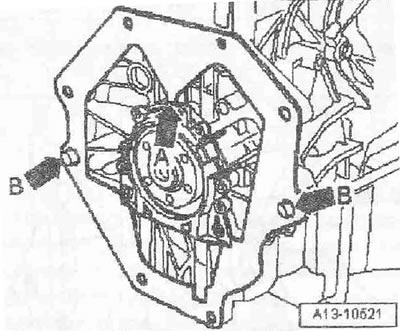
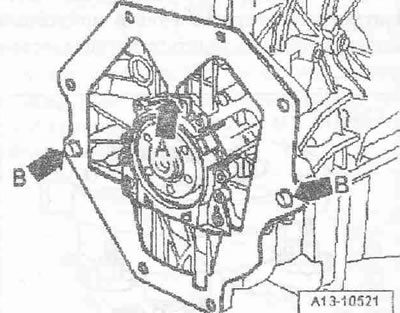
Снять маховик. Отжать промежуточный щиток с центровочных втулок «стрелка В» и отсоединить сверху от фланца «стрелка А». Снять верхнюю крышку зубчатого ремня, для этого открыть стяжные хомуты «стрелки».
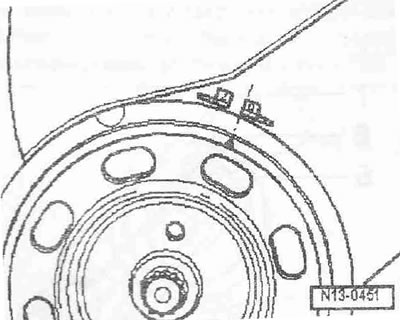
Установить коленвал в направлении вращения двигателя в "ВМТ". Риска на шкиве поликлинового ремня для коленвала должна совпадать с краем отметки «0».
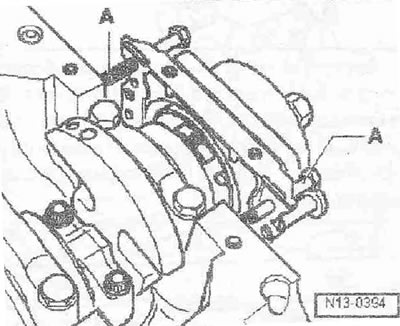
Отверстия для фиксации в звездочках распред!алов должны совпасть с калибровыми отверстиями в картере распредвалов «стрелки». Если отверстия для фиксации находятся на противоположных сторонах, то коленвал необходимо провернуть ещё на один оборот.
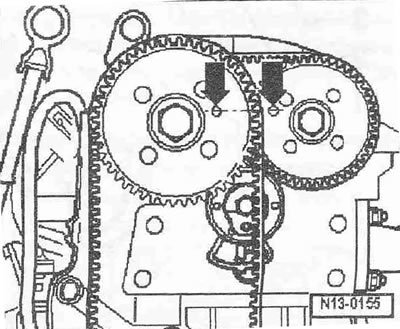
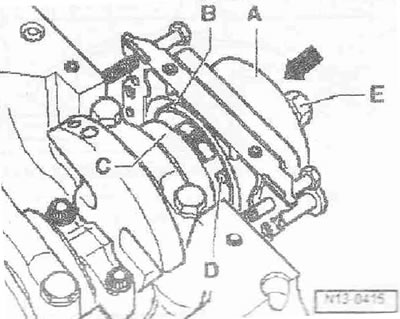
Зафиксировать распредвалы с помощью фиксатора распредвалов «Т10016»: стопорный штифт должен быть вставлен через фиксирующее отверстие шкива распредвала впускных клапанов «С» в калибровое отверстие на корпусе подшипников распредвалов. Второй стопорный штифт должен быть вставлен через фиксирующее отверстие шестерни распредвала выпускных клапанов в калибровое отверстие на корпусе подшипников распредвалов. Ручки стопорных штифтов должны при этом находиться на одной высоте «линия А». Снять масляный поддон.
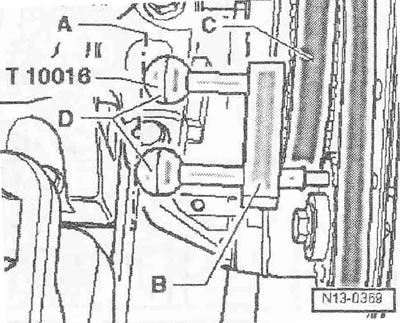
Выкрутить болт «стрелка» и снять датчик числа оборотов двигателя «G28».
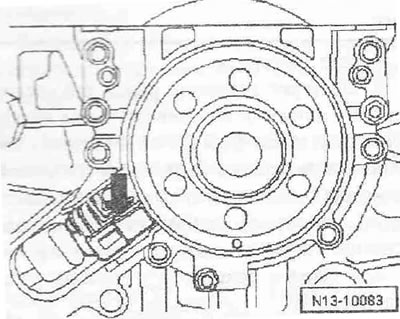
Выкрутить болты уплотн. фланца.
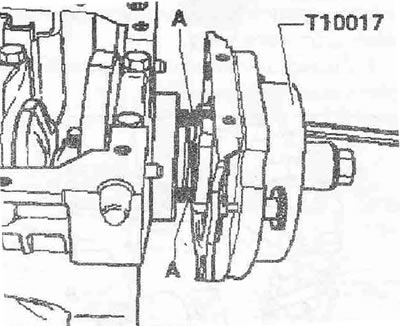
Инструкция. Уплотнительный фланец выпрессовывается из коленвала вместе с зубчатым венцом.
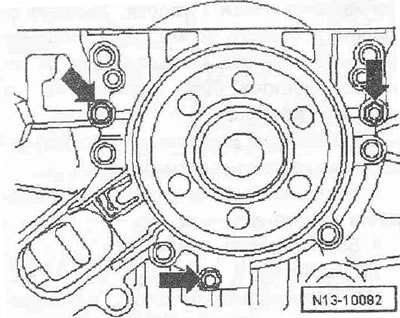
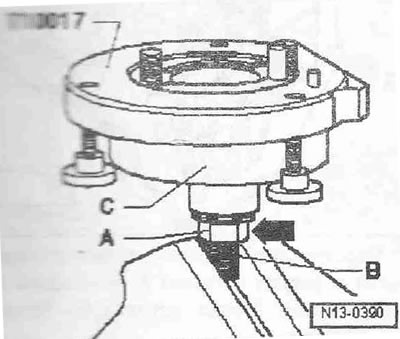
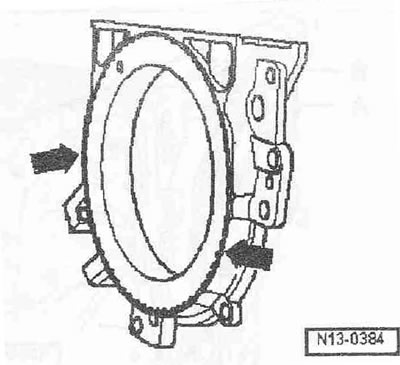
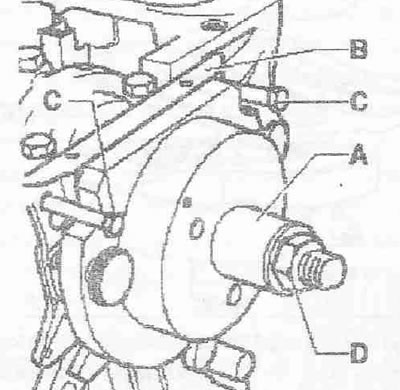
Для выпрессовки вкрутить в уплотн. фланец 3 болта «стрелки» попеременно макс. на 1/2 оборота. Снять уплотн. фланец с зубчатым венцом.
Запрессовка уплотнительного фланца с колесом датчика
Инструкция. Уплотнительный фланец с тефлоновой уплотн. манжетой снабжён опорным кольцом для рабочих кромок. Это опорное кольцо служит в роли установочной втулки, его нельзя удалять до установки. После извлечения из упаковки фланец и колесо датчика разъединять или прокручивать запрещается. Зубчатый венец устанавливается в монтажное положение за счет фиксации на штифте монтажного приспособления «Т10017». Уплотнительный фланец и манжета являются одним элементом, поэтому заменять их можно только вместе с колесом датчика. Монтажное приспособление «T10G17» приводится в установочное положение относительно коленвала посредством направляющего штифта, который вставляется в отверстие коленвала.
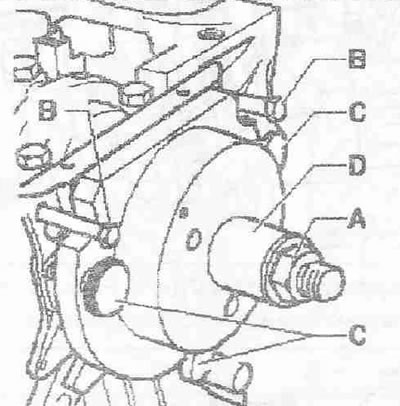
Конструкция монтажного приспособления «Т10017»
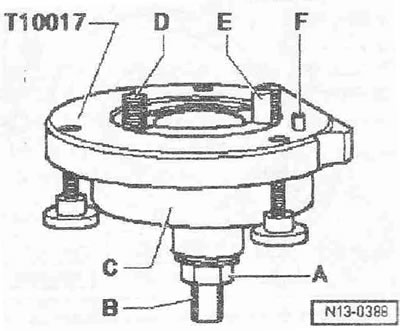
A. Гайка
B. Зажимная поверхность
C. Монтажный колпак
D. Болт с внутреннем шестигранником
E. Направляющий болт
F. Фиксирующий штифт
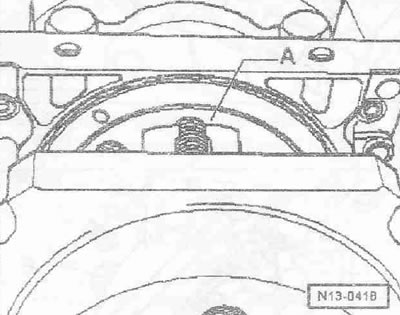
А. Установка фланца с зубчатым венцом на монтажное приспособление «Т10017». Накрутить гайку «А» почти до зажимной поверхности «В» резьбового штифта. Зажать в монтажное приспособление «Т10017» в области зажимной поверхности резьбового штифта. Придавить кожух «С» вниз так, чтобы встала на гайку «стрелка». Внутренняя часть приспособления и монтажный штифт должны находиться на одинаковом удалении.
Удалить стопорную клипсу «А» с нового уплотнительного фланца.
Инструкция. Не проворачивать зубчатый штифт и не снимать его с фланца.
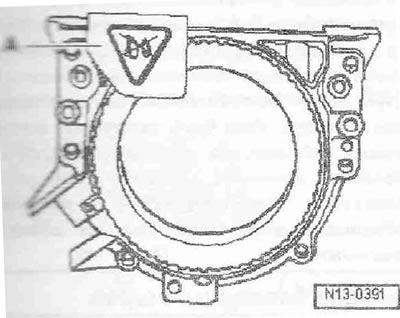
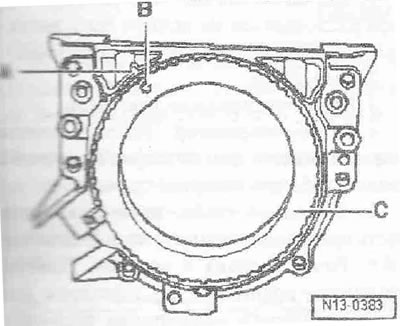
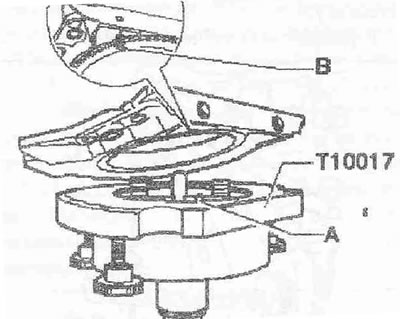
Фиксирующее отверстие «В» в зубчатом «С» должно совпадать с отметкой «А» на фланце.
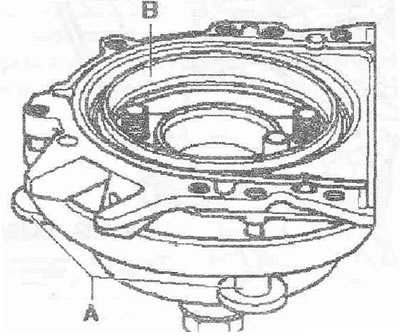
Положить фланец передней стороной на ровную поверхность. Придавить стопорное кольцо рабочих кромок «А» вниз так, чтобы оно легло на ровную плоскость «стрелка».
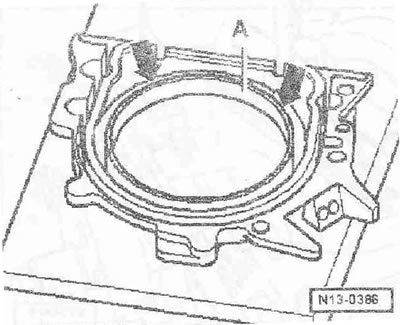
Верхний край опорного кольца рабочих кромок и передний край уплотн. фланца должны быть на одном уровне «стрелки».
Уложить уплотн. фланец передней стороной на монтажное приспособление Т10017-так, чтобы фиксирующий штифт «А» вошёл в отверстие «В» зубчатого венца. Фланец должен ровно лежать на монтажном приспособлении.
Прижимать фланец и опорное кольцо рабочих кромок «В» во время затягивания 3 болтов с накаткой «А» к поверхности монтажного приспособления «Т10017», чтобы фиксирующий штифт не мог выскользнуть из отверстия зубчатого венца.
Инструкция. При монтаже фланца следует обратить внимание, чтобы колесо датчика оставалось зафиксированным в монтажном приспособлении.
В. установка монтажного приспособления «Т10017» с уплотн. фланцем на фланец коленвала.
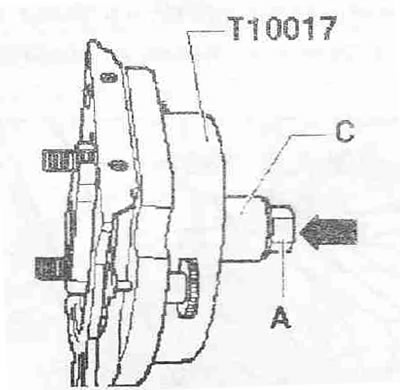
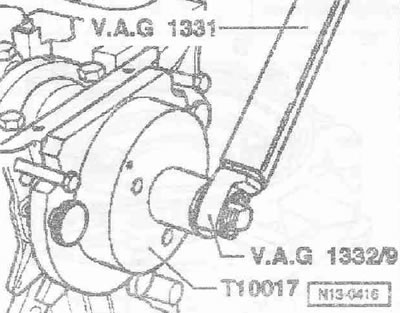
На фланце коленвала не должно быть масла и смазки. Двигатель установлен в "ВМТ". Накрутить гайку «А» до конца резьбового штифта. Вдавливать резьбовой штифт монтажного приспособления «Т10017» в «направлении стрелки», пока гайка «А» не окажется прижатой к кожуху «С».
Выровнять обрезанную сторону кожуха относительно уплотн. поверхности блока цилиндров со стороны масляного поддона. Закрепить приспособление «Т10017» на фланце коленвала, для чего болты с внутренним шестигранником «А» вкрутить во фланец коленвала примерно на 5 витков резьбы.
Вкрутить 2 болта М6х35 «поз. А» по направлению фланца в блок цилиндров.
С. закрепление монтажного приспособления «Т10017» на фланце коленвала
Вручную сдвинуть кожух «А» по направлению фланца коленвала «С» «стрелка», пока опорное кольцо рабочих кромок «В» не ляжет на фланец. Вдвинуть направляющий палец «D» в отверстие коленвала, в результате зубчатый венец занимает свое окончательное установочное положение. Затянуть оба болта с внутренним шестигранником монтажного приспособления. Накручивать рукой гайку «Е» на резьбовой штифт до тех пор, пока она не окажется прижатой к кожуху «А».
D. запрессовка зубчатого венца на фланец коленвала с помощью монтажного приспособления «Т10017»
Затянуть гайку монтажного приспособления «Т10017» с моментом 35 Нм. После затяжки гайки моментом 35 Нм между блоком цилиндров и уплотн. фланцем ещё должен оставаться небольшой зазор.
Е. Проверка монтажного положения зубчатого венца на коленвале.
Накрутить гайку «А» до конца резьбового штифта. Выкрутить оба болта Мбх35 «поз. В» из блока цилиндров. Выкрутить 3 болта с накаткой «С» из уплотн. фланца. Удалить приспособление «Т10017» и опорное кольцо рабочих кромок.
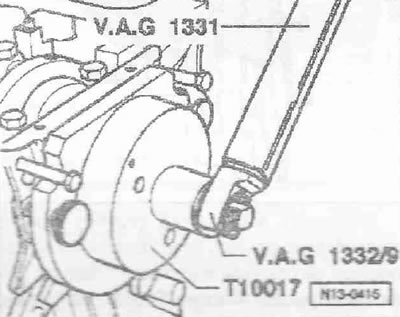
Установить щтангенглубиномер на фланце коленвала «А».
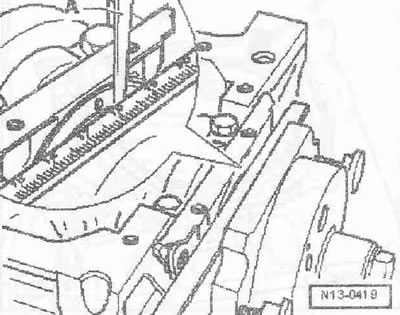
Для измерения между штангенглубиномером и зубчатым венцом использовать пластинчатый щуп «А».
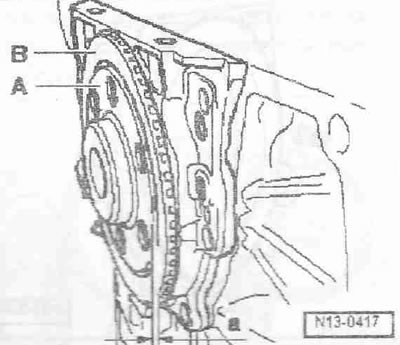
Измерить расстояние «а» между фланцем коленвала «А» и зубчатым венцом «В». Заданное значение: Расстояние «а» = 0,5 мм. Если номинальное значение слишком мало, то допрессовать зубчатый венец. Если заданное значение достигнуто, провести дальнейшую установку.
F. Допрессовка зубчатого венца.
Сдвинуть рукой кожух «А» к уплотнительному фланцу «В». Ввернуть 2 болта М6х36 «поз. С» для направления уплотн. фланца «В» в блок цилиндров. Гайку «D» накрутить от руки на резьбовой штифт, пока она не ляжет на кожух.
Затянуть гайку монтажного приспособления «Т10017» с моментом 40 Нм. Проверить еще раз установочное положение зубчатого венца на коленвале. Если номинальное значение слишком мало, затянуть гайку монтажного приспособления «Т10017» с моментом 45 Нм. Проверить еще раз установочное положение зубчатого венца на коленвале.
Сборка
Заменить болты фланца. Установить датчик числа оборотов двигателя «G28». Установить масляный поддон.
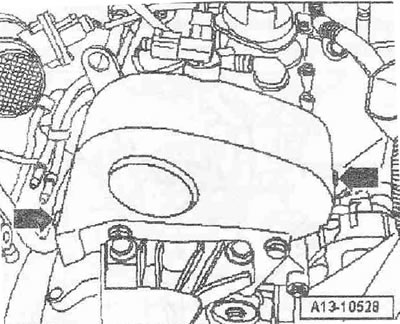
Подсоединить верхний промежуточный щиток к фланцу «стрелка А» и насадить на центровочные втулки «стрелка В». Установить маховик.
Коленчатый вал
Осторожно! Коленвал снимать запрещается. Откручивание болтов крышек коренных подшипников приводит к деформации постелей коренных подшипников блока цилиндров. Из-за подобных деформаций уменьшается зазор в подшипнике. Даже если не производится замена вкладышей подшипников, подшипники могут получить повреждения из-за изменившегося зазора, если были выкручены болты крышек подшипников, то блок цилиндров необходимо заменить целиком вместе с коленвалом. Измерение зазора в коренных подшипниках в условиях сервисной станции невозможно.