
Змест: Ушчыльняльны фланец і вядзёны дыск ↓ Замена задняга ўшчыльн. фланца ↓ Поршні і шатуны ↓ Каленвал ↓ Зняцце зубчастага кола з коленвала і… ↓
Ушчыльняльны фланец і вядзёны дыск
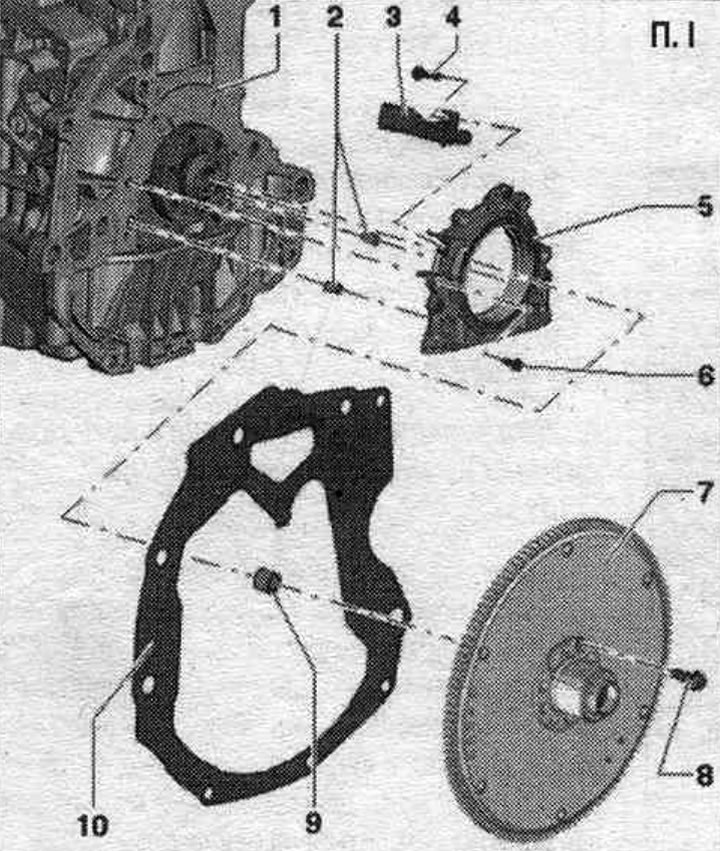
1. Блок цыліндраў.
2. Накіроўвалыя ўтулкі.
3. Датчык частаты кручэння вала рухавіка "G28".
4. Болт: 4,5 Нм.
5. Ушчыльняльны фланец з манжэтным ушчыльненнем: з кольцам датчыка частаты кручэння; замяняць толькі ў камплекце; працоўны беражок абшэўкавага ўшчыльнення дад. не змазваць; перад усталёўкай выдаліць рэшткі алею на шатуннай шыйцы коленвала чыстым рыззём; для ўсталёўкі выкарыстоўваць апорную гільзу, якая ўваходзіць у камплект пастаўкі.
6. Ніт: 15 Нм.
7. Кіроўны дыск: для паслаблення нітаў зафіксаваць пасродкам 3067.
8. Ніт: 60 Нм + 90°; замяніць.
9. Ігольчасты падшыпнік.
10. Прастаўка: падвешваецца да фланца; павінен усталёўвацца на ўсталявальныя ўтулкі; не пашкодзіць/згінаць пры мантажных працах.
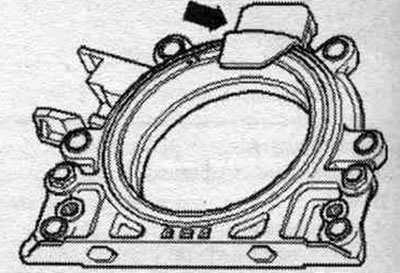
Усталяваць прамежкавы шчыток
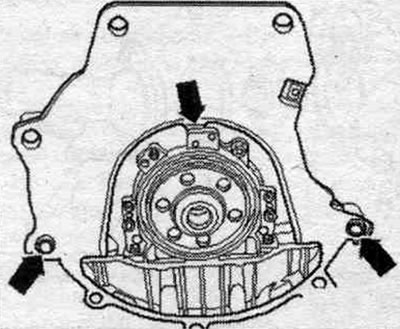
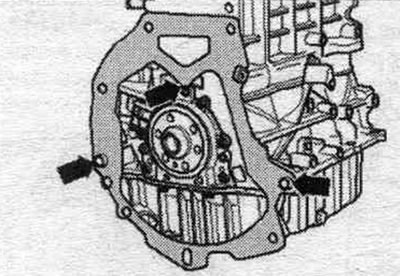
Падвесіць прамежкавы шчыток на ўшчыльн. фланцы і насадзіць яго на ўсталявальныя ўтулкі "стрэлкі".
Замена задняга ўшчыльн. фланца
Выпрасоўка ўшчыльн. фланца з кольцам датчыка
Дэмантаваць КП. Зняць вядзёную кружэлку. Паставіць прынаду для адпампоўвання алею пад рухавік і зліць алей. Зняць прамежкавую пласціну. Паставіць каленвал у становішча ВМТ цыл. так, як паказана. Зняць алейны паддон.
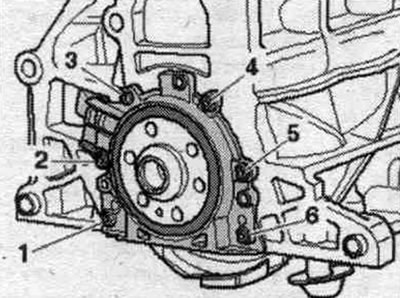
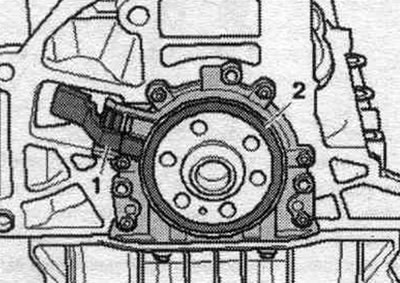
Усе працоўныя аперацыі, для навочнасці, паказаны пры знятым рухавіку. Працоўныя працэсы пры ўсталяваным рухавіку і знятай КП ідэнтычныя. Зняць датчык ліку абарачэнняў рухавіка "G28" "паз. 1" з дапамогай стандартнай сферычнай асадкі.
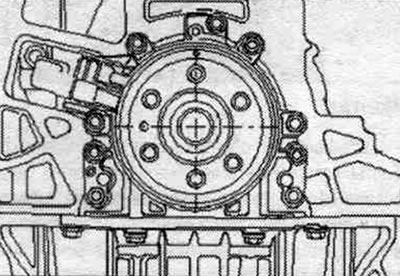
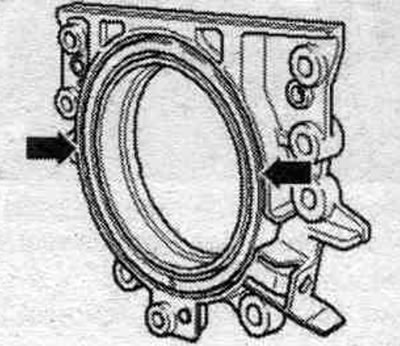
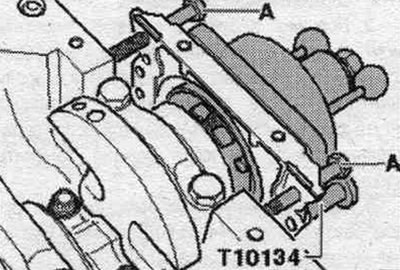
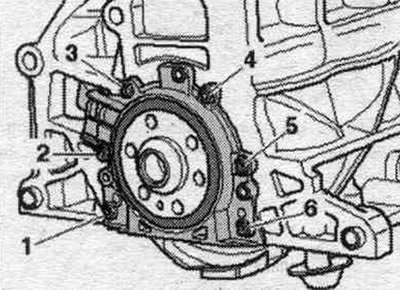
Выкруціць балты "1...6" ушчыльн. фланца.
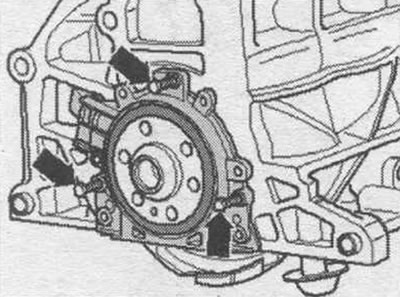
Ушчыльняльны фланец выпрессовывается з коленвала разам з кольцам датчыка. Для вы-прасоўкі ўкруціць 3 ніта М6х35 "стрэлкі" па чарзе макс, на 1/2 абарачэння ва ўшчыльн. фланец. Зняць ушчыльн. фланец разам з кольцам датчыка.
Запрасоўка ўшчыльн. фланца з кольцам датчыка
Ушчыльняльны фланец з тэфлонавай ушчыльняльнай абшэўкай забяспечаны апорным кольцам для працоўных беражкоў. Гэта апорнае кольца служыць у ролі ўсталявальнай утулкі, яго нельга выдаляць да ўсталёўкі. Пасля вымання ўшчыльн. фланца і кольцы датчыка з пакавання іх нельга раз'ядноўваць ці перакручваць. Кальцо датчыка прымае ўсталявальнае становішча шляхам фіксацыі на штыфце мант. прынады "Т10134". Ушчыльняльны фланец і ўшчыльн. абшэўка з'яўляюцца адзіным цэлым і могуць быць заменены толькі сумесна з кольцам датчыка. Мантажная прынада "Т10134" прыводзіцца ва ўсталявальнае становішча адносна коленвала пасродкам накіравальнага штыфта, які ўводзіцца ў адтуліну коленвала.
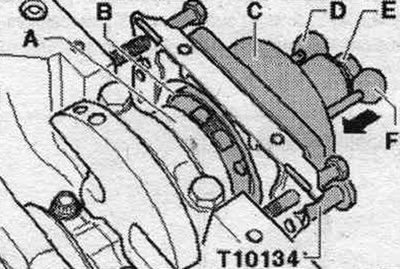
Канструкцыя мант. прынады "Т10134"
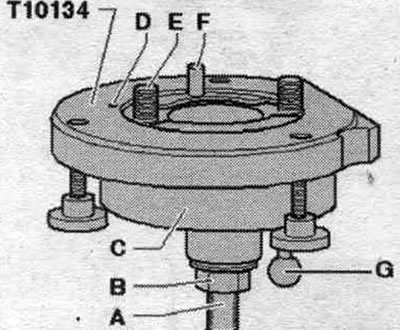
А. Заціскная паверхня; В. Шасцігранная гайка; С. Мантажны каўпак; D. Стопарны штыфт; Е. Вінт з унутраным шасціграннікам; F. Накіроўвалы штыфт для дызеляў (чорная ручка).
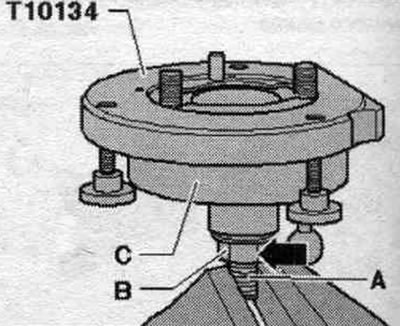
А. Устаноўка ўшчыльн. фланца з кольцам датчыка на мант. прынада "Т10134"
Выкруціць шасцігранную гайку "У" амаль да заціскной паверхні "А" хадавога шрубы. Заціснуць ціскамі мант. прынада "Т10134" у вобласці заціскной паверхні "А" разьбовага штыфта. Націснуць на мант. каўпак "З" уніз, каб ён прылягаў да шасціграннай гайкі "В". Унутраная частка мант. прынады і мант. каўпак павінны знаходзіцца на аднолькавым узроўні.
Выдаліць засцерагальнік "стрэлка" з новага ўшчыльн. фланца. Кальцо датчыка нельга здабываць з фланца або ссоўваць.
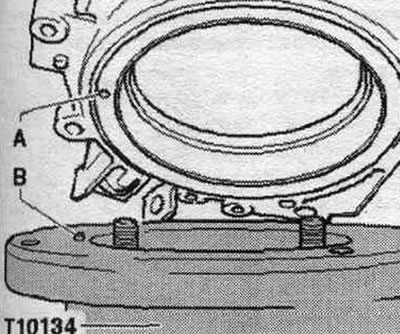
Адтуліна для фіксацыі "А" на кольцы датчыка "З" павінна размяшчацца на адной лініі з адзнакай "У" на ўшчыльн. фланцы. Пакласці ўшчыльн. фланец пярэднім бокам на чыстую роўную паверхню.
Націснуць на апорнае кольца працоўных беражкоў "А" уніз у кірунку "стрэлкі", пакуль яно не стане прылягаць да роўнай паверхні.
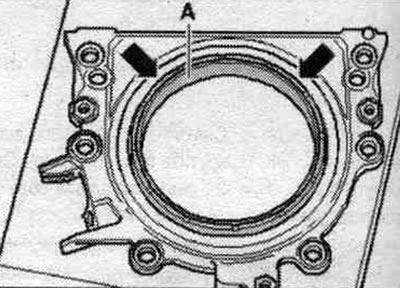
Верхні край кольца датчыка і пярэдні край ушчыльн. фланца павінны знаходзіцца на адной лініі "стрэлкі".
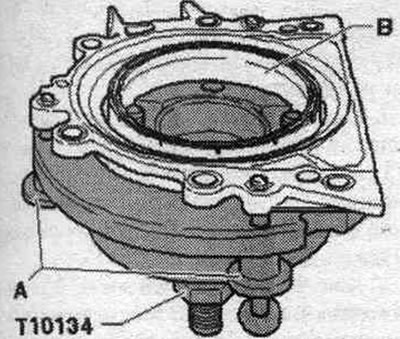
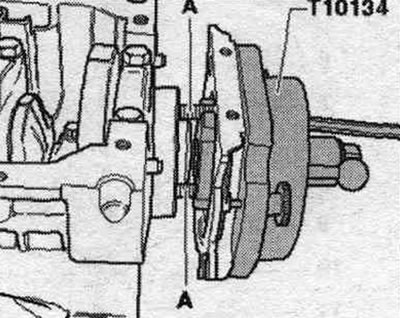
Абкласці ўшчыльн. фланец пярэднім бокам на мант. прынада "Т10134" так, каб які фіксуе штыфт "У" увайшоў у адтуліну "А" які задае ротара. Сачыць за тым, каб ушчыльн. фланец роўна прылягаў да мантажнага, прыстасавання.
Націскаць на ўшчыльн. фланец і апорнае кольца працоўных беражкоў "У" падчас зацягвання трох нітаў з накаткай "А" на паверхні мант. прынады "Т10134", каб які фіксуе штыфт не мог выслізнуць з адтуліны кольца датчыка. Сачыць за тым, каб кольца датчыка пры мантажы ўшчыльн. фланца заставалася зафіксаваным у мант. прынадзе.
В. Устаноўка мант. прынады "Т10134" з ушчыльн. фланцам на фланец коленвала
Фланец коленвала ачышчаны ад масла і змазкі. Рухавік варта ў ВМТ цил.. Выкруціць шасцігранную гайку "У" да канца хадавога шрубы. Націснуць на разьбовай штыфт мант. прынады "Т10134" у кірунку "стрэлкі", пакуль гайка "У" не стане прылягаць да мантажнага каўпака "А". Выраўнаваць плоскую частку мант. каўпака па стаўленні да пасадачнай паверхні блока цыліндраў са боку алей. паддона.
Замацаваць мант. прынада "Т10134" на фланцы коленвала, для гэтага ўкруціць ніты ва ўнутраным шасцісценнікам "А" прыкладна на 5 крокаў разьбярства.
Укруціць 2 ніта М7х35 "А" для ўсталёўкі ўшчыльн. фланца ў блок цыліндраў.
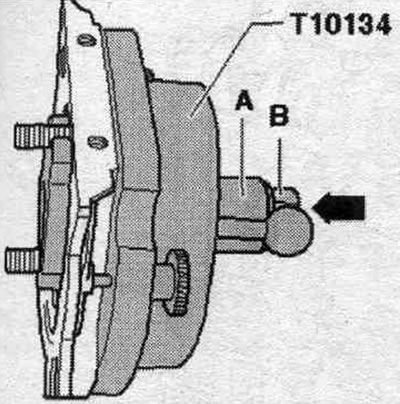
С. Замацаванне мант. прынады "Т10134" на фланцы коленвала
Уручную ссунуць мант. каўпак "С" у кірунку "стрэлкі", каб апорнае кольца працоўных беражкоў "У" прылягала да фланца коленвала "А". Уставіць накіроўвалы палец для дызеляў (чорная дзяржальня) "F" у адтуліну коленвала. Дзякуючы гэтаму кольца датчыка зойме канчатковае мант. становішча. Ад рукі зацягнуць абодва ніта з унутраным шасціграннікам мант. прынады. Накручваць шасцігранную гайку "Е" на хадавую шрубу датуль, пакуль яна не будзе прылягаць да мантажнага кажуха "З".
D. Напрасоўка кольца датчыка на фланец коленвала пры дапамозе мант. прынады "Т10134"
Зацягнуць шасцігранную гайку мант. прынады "Т10134" момантам 35 Нм. Пасля зацяжкі шасціграннай гайкі на 35 Нм паміж блокам цыліндраў і ўшчыльн. фланцам яшчэ павінен заставацца невялікі зазор.
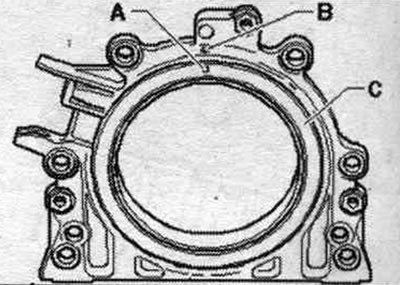
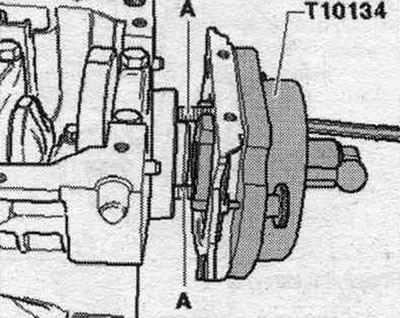
Е. Праверка мант. становішчы кольца датчыка на каленвале
Адкруціць шасцігранную гайку "Е" да канца разьбовага штыфта. Выкруціць 2 ніты "А" з блока цыліндраў. Выкруціць 3 ніты з накаткай "У" з ушчыльн. фланца. Зняць мант. прынада "Т10134". Выдаліць апорнае кольца працоўных беражкоў.
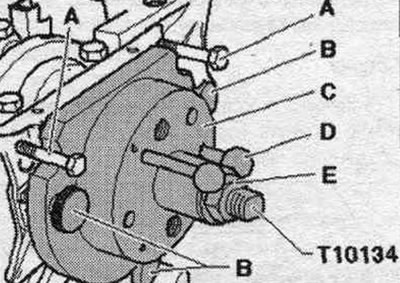
Кальцо датчыка правільна размешчана на коленвалу, калі адлегласць "а" паміж фланцам коленвала "А" і кольцам датчыка "У" складае 0,5 мм.
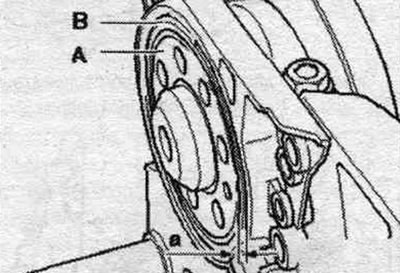
Усталяваць глыбінямер на фланец коленвала. Вымераць адлегласць "а" паміж фланцам коленвала і кольцам датчыка. Калі адлегласць "а" занадта мала: дапрэсаваць кольца датчыка. Калі адлегласць "а" адпавядае зададзенаму: выканаць астатнія працы па зборцы.
F. Допрессовка кольцы датчыка
Замацаваць мант. прыстасаванне "Т10134" "А" на фланцы коленвала, зацягнуўшы ад рукі балты з унутраным шасцікантовікам. Уручную прысунуць мант. прынада "Т10134" да ўшчыльняльнага фланца.
Накручваць шасцігранную гайку "Е" на хадавую шрубу датуль, пакуль яна не будзе прылягаць да мантажнага кажуха "З". Зацягнуць шасцігранную гайку мант. прынады "Т10134" момантам 40 Нм. Паўторна праверыць, як кольца датчыка размешчана на коленвалу. Калі адлегласць "а" занадта мала: зацягнуць шасцігранную гайку мант. прынады "Т10134" момантам 45 Нм. Паўторна праверыць, як кольца датчыка размешчана на коленвалу.
Зборка
Ўстаноўка ў зваротным парадку. Паслядоўна зацягнуць новыя ніты "1...6" ушчыльн. фланца крыж-накрыж.
Прыкруціць датчык цыклу абарачэнняў рухавіка "G28" "паз. 1". Усталяваць алейны паддон.
Падвесіць прамежкавы шчыток на ўшчыльн. фланцы і насадзіць яго на ўсталявальныя ўтулкі "стрэлкі". Усталяваць вядзёны дыск. Устанавіць КП.
Поршні і шатуны
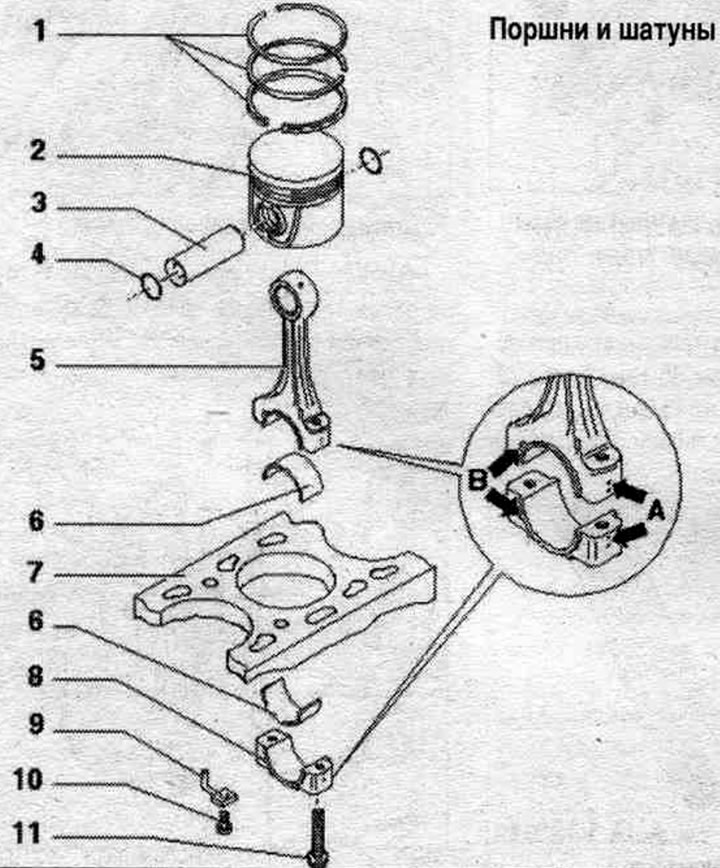
1. Поршневыя кольцы: размясціць замкі са зрушэннем на 120°; здымаць і ўсталёўваць з дапамогай шчыпцоў для поршневых кольцаў; адзнака "ТОР" звернутая да дна поршня.
2. Поршань: з камерай згарання; пазначыць монт. становішча і прыналежнасць да цыліндру; стрэлка на дно поршня паказвае ў бок раменных шківаў; усталёўваць з дапамогай джгута для ўсталёўкі поршневых кольцаў; пры адукацыі рысак на спадніцы поршня замяніць поршань.
3. Поршневай палец: калі палец уваходзіць з працай, разагрэць поршань да 60°C; здымаць і ўсталёўваць з дапамогай апраўкі "VW 222 А".
4. Стопарнае кольца.
5. Шатун: пазначыць прыналежнасць да цыліндра каляровым алоўкам "А"; мант. становішча: адзнакі "У" паказваюць у бок раменных шківаў; вечка падшыпніка аддзеленая метадам разлома.
6. Укладыш падшыпніка: усталёўваць у належным становішчы; улічваць: верхні і ніжні ўкладышы не ўзаемазаменныя; верхні (звернуты ў бок поршня) выкананы з больш зносаўстойлівага матэрыялу; маркіроўка: чорная паласа на працоўнай паверхні, у краю стыку; якія эксплуатаваліся ўкладышы месцамі не мяняць; устаўляць укладышы падшыпнікаў па цэнтры: праверыць надзейнасць мацавання; гранічны допуск восевага зрушэння: 0,37 мм; радыяльнае біццё вымераць з дапамогай вымяральных палосак Plastigage: гранічны допуск: 0,08 мм, пры вымярэнні не паварочваць коленвал.
7. Блок цыліндраў.
8. Вечка шатуна: усталёўваць у належным становішчы; дзякуючы выкананым метадам канструктыўнага разлома (крэкінг) шатунам вечка ўсталёўваецца толькі ў адным становішчы і толькі на якія адпавядаюць шатуны.
9. Фарсунка ўпырску алею: для астуджэння поршняў.
10. Ніт фарсункі ўпырску алею: 25 Нм; выкарыстоўваць без герметыка.
11. Болт мацавання вечка шатуна: 30 Нм + 90°; замяніць; вышмараваць алеем разьбярства і паверхня прилегания: для праверкі радыяльнага біцця выкарыстоўваць старыя ніты.
Каленвал
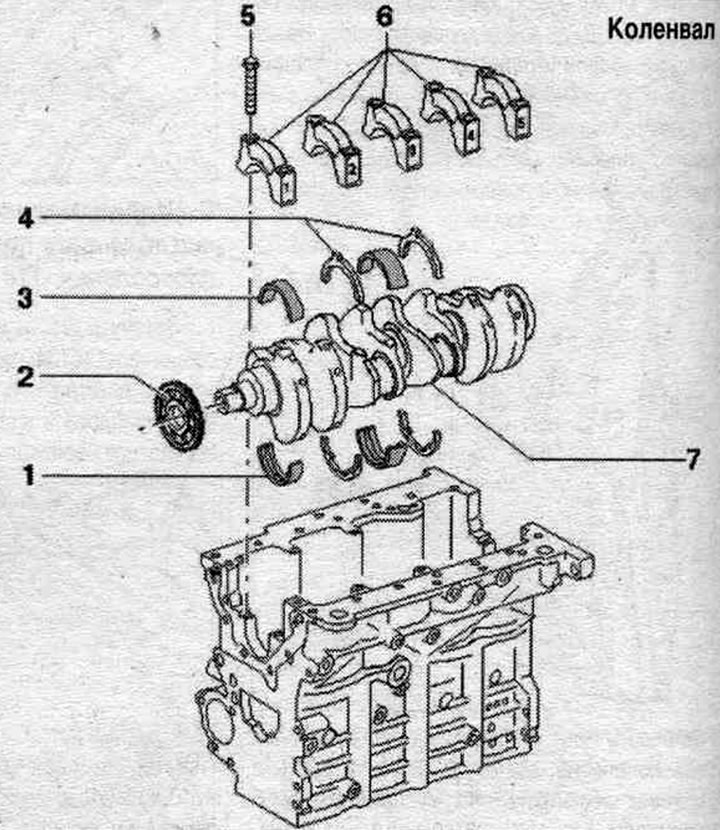
1. Укладыш падшыпніка: для блока цыліндраў са змазачнай канаўкай; раней эксплуатаваныя ўкладышы падшыпнікаў месцамі не мяняць (пры зняцці адзначаць).
2. Цыліндрычнае зубчастае кола.
3. Укладыш падшыпніка: для вечка без змазвальнай канаўкі; раней эксплуатаваныя ўкладышы падшыпнікаў месцамі не мяняць (пры зняцці адзначаць).
4. Укладыш восевай фіксацыі коленвала: для вечка падшыпніка 3; сачыць за фіксацыяй.
5. Ніт: 65 Нм + 90°; замяніць; для вымярэння радыяльнага зазору зацягнуць з момантам 65 Нм, але не даварочваць.
6. Вечка падшыпніка: вечка падшыпніка 1: бок рэмень шківаў, вечка падшыпніка 3 з выемкамі для рэгулявальных шайбаў; утрымлівальныя выступы ўкладышаў падшыпнікаў е блоку цыліндраў і вечках падшыпнікаў павінны ляжаць сябар на сябру.
7. Каленвал: восевы зазор новы: 0,17...0,17 мм лімітавы знос: 0,37 мм: радыяльнае біццё вымераць з дапамогай вымяральных палосак Plastigage: 0,03...0,08 мм, лімітавы допуск: 0,17 мм; пры замеры радыяльнага зазору коленвал не перакручваць.
Зняцце зубчастага кола з коленвала і ўстаноўка новага зубчастага кола
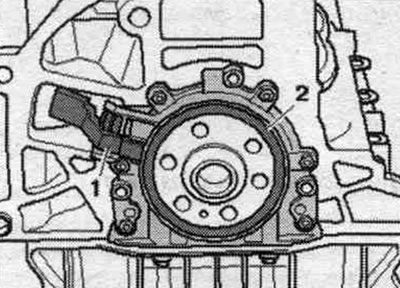
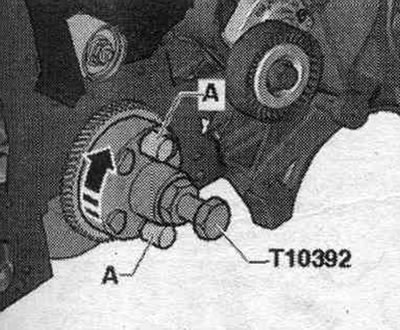
Зняць ушчыльн. фланец з боку раменнага шківа. Зняць алейны паддон. Зняцце блока балансірных валаў. Модуль балансірнага вала замяняць не варта, дастаткова зняць прамежкавую шасцярню. Усталяваць апраўку "Т10392/1" у кансоль коленвала.

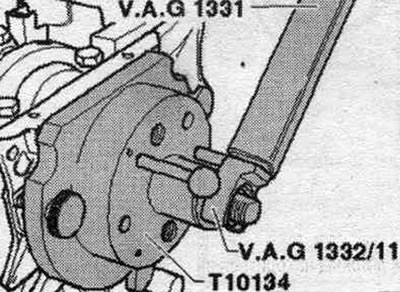
Уставіць здымнік "Т10392" у адтуліны шасцярні і павярнуць па гадзіннікавай стрэлцы "стрэлка", укруціць стопорныя штыфты "А".
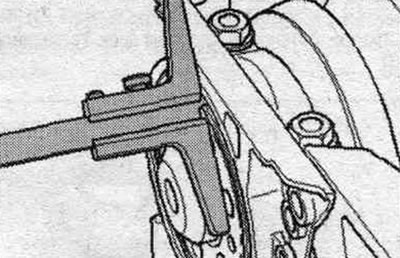
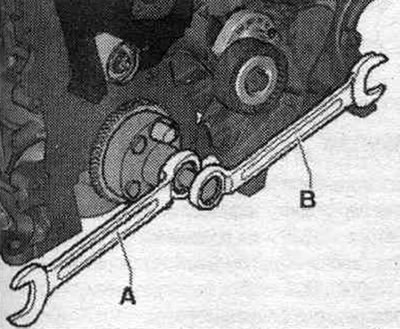
Утрымліваць коленвал колцавым ключом ад проворачивания "А". Зняць цыліндрычнае зубчастае кола з шыйкі коленвала, пракруціўшы хадавую шрубу колцавым ключом "У".
Ўстаноўка
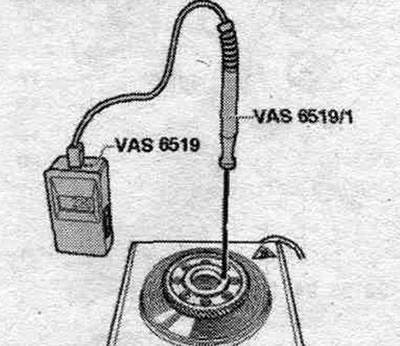
Праверыць тэмпературу пры награванні новага зубчастага кола прыборам для вымярэння тэмпературы "VAS 6519". Пасля дасягнення тэмпературы 200°C для пазіцыянавання зубчастага кола на коленвалу застаецца заўв. 4 секунды. Больш высокая тэмпература павялічвае час усталёўкі (220°C = каля 6 секунд). Выконваць чысціню на тарцы коленвала. Не варта перавышаць максімальную тэмпературу 240°C, у адваротным выпадку зменіцца колер зубчастага колы або яно перамесціцца. Пакласці новую вядучую шасцярню ўсёй паверхняй на звычайную электраплітку і нагрэць да тэмпературы ў інтэрвале 200°C ці 240°C. Надпіс звернуты ўверх. Наладзіць прыбор для вымярэння тэмпературы "VAS 6519" на дыяпазон вымярэння 2. Устанавіць тэмпературны мац "VAS 6519/1", як паказана на малюнку, на кант зубчастага кола, лічыць паказанні тэмпературы з вымяральнага прыбора.
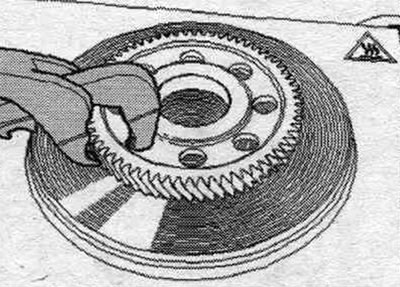
Пасля дасягнення тэмпературы сціснуць зубчастае кола абцугамі, як паказана на малюнку. Пры гэтым не дапушчаць пашкоджанні зуб'яў зубчастага кола.
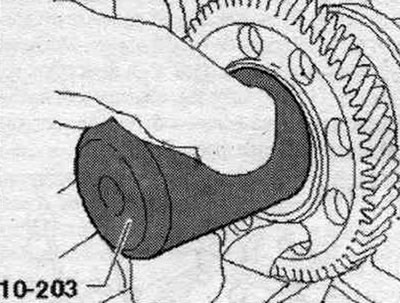
З дапамогай прынады для запрэсоўкі "10-203" павольна ад рукі насунуць зубчастае кола без перакосаў да ўпора на тарэц коленвала. Некалькі хвілін астуджаць зубчастае кола, а затым усталяваць модуль балансірнага вала.
Тэкст прадстаўлены інтэрнэт-рэсурсам AudiManual