
Obsah: Odstránenie ↓ Meracie otvory valcov ↓ Kontrola piestov a ojníc ↓ Montáž piestov a ojníc ↓ Montáž piestov a ojníc ↓
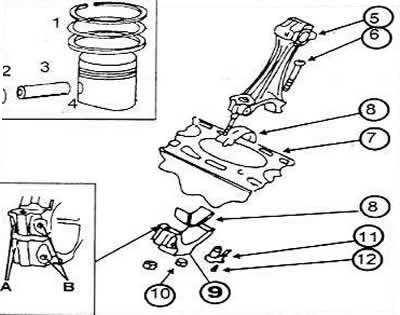
Schéma zostavy piestu a ojnice
1 piestny krúžok
2 Prídržný krúžok piestneho čapu
3 Piestny čap
4 Piest
5 Spojovacia tyč
6 Skrutka ojnice
7 Blok valcov
8 Plášť ojničného ložiska
9 Veko ložiska ojnice.
10 Matica ojničného ložiska
11 Prúd oleja
12 Poistný ventil na uvoľnenie tlaku, otvára sa pri tlaku 2,5-3,2 Bar. Písmená označujú označenie ojnice a krytu (A) a umiestnenie odlievaných výstupkov (B). Ten by mal smerovať ku kladke
Piesty a ojnice sa vyrazia zvnútra bloku valcov smerom nahor pomocou rukoväte kladiva po odstránení krytov ojničných ložísk a panvy ložísk. Pri vykonávaní tejto práce sa musia dodržiavať nasledujúce pokyny týkajúce sa označenia a montážnej polohy dielov, ako aj vlastností rôznych motorov. Pokyny platia pre všetky typy motorov.
Odstránenie
Každý piest a jeho pridružená ojnica by mali byť označené číslom valca, z ktorého bol odstránený. Najlepšie je naniesť toto číslo farbou na spodok valca. Okrem toho by mala byť na spodnej časti valca nakreslená šípka smerujúca k prednej časti motora.
Pri demontáži piestov s ojnicami je potrebné označiť presnú montážnu polohu uzáverov ojničných ložísk a ihneď po odstránení ojnice a veka ložiska na jednu stranu umiestniť číslo valca. Najlepšie to urobíte pomocou hrotu (pre valec č. 1 - jeden úder hrotom atď.).
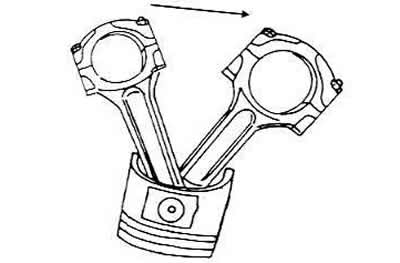
Ojnica a veko ložiska ojnice musia byť namontované tak, aby odliate výstupky boli oproti sebe. Po namontovaní ojnice musia obidva odliate výstupky smerovať k remenici kľukového hriadeľa.
Niektoré benzínové a naftové motory majú olejové trysky na chladenie piestov. Sú umiestnené v spodnej časti vývrtov valcov.
Označte polohu ložiskových panví podľa čísel ojníc a ich polohu vzhľadom na ložiskové veká. Farbou na zadnej strane označte aj vrchnú a spodnú vložku.
Pri objednávaní nových piestov nezabudnite uviesť model a rok výroby. Piesty sú vyrábané tak, aby vyhovovali kompresnému pomeru a majú rôzne hĺbky vybratia.
Pri demontáži piestov a ich odpájaní od ojníc postupujte nasledovne:
Odstráňte kryty ložísk a vložky vyrazením častí uvedeným spôsobom. V prípade potreby očistite krúžok od usadenín oleja v hornej časti otvoru valca pomocou škrabky.
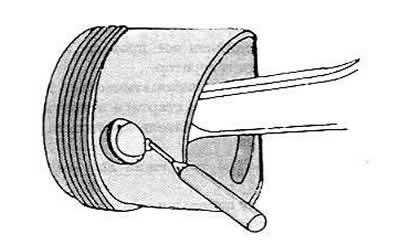
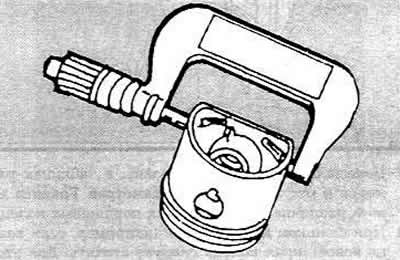
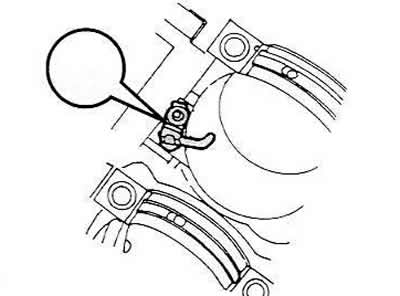
Po odstránení poistného krúžku vytlačte piestny čap. Výrez v otvore pre piestny čap umožňuje použitie špicatého nástroja na odstránenie, aby bolo možné vypáčiť poistný krúžok, ako je znázornené na obrázku. Čap by mal byť vytlačený pomocou vhodného razidla (tŕňa).
Odstráňte piestne krúžky jeden po druhom pomocou sťahováka piestnych krúžkov. Ak sa majú krúžky znovu namontovať, musia byť príslušne označené. Piestne krúžky sú veľmi krehké, čo znamená, že pri ich vyberaní aj so sťahovákom treba byť veľmi opatrný a príliš ich neotvárať.
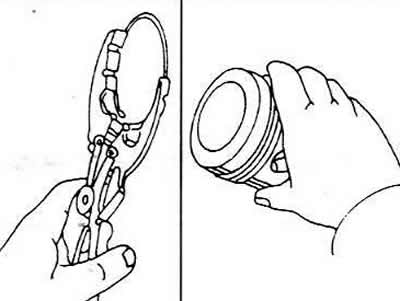
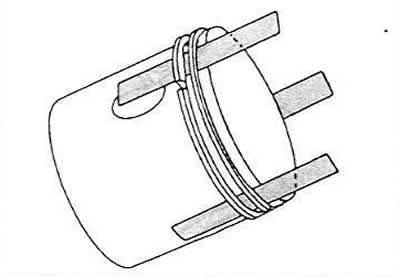
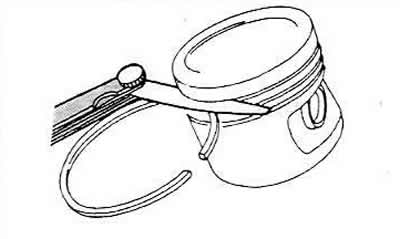
Ak nemáte sťahovák piestneho krúžku, môžete kovové pásiky rovnomerne zasunúť pod krúžok na rôznych miestach piestu. Jeden prúžok musí byť pod zámkom krúžku, aby nedošlo k poškriabaniu.
Po odstránení piestneho krúžku je potrebné ho ihneď skontrolovať. Oba horné krúžky sú na jednej strane označené slovom "TOP" alebo slovom "OBEN". Táto strana by mala byť po inštalácii krúžku navrchu. Tretí krúžok môže byť inštalovaný v oboch smeroch.
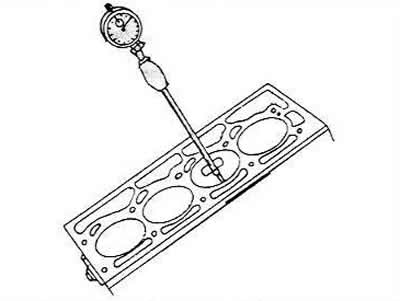
Meracie otvory valcov
Na meranie vŕtania valcov je potrebné použiť špeciálny ručičkový merací prístroj, ktorý možno použiť na meranie v hornej, strednej a dolnej časti otvoru. Ak ukazovateľ ukazovateľa nie je k dispozícii, túto operáciu nemožno vykonať.
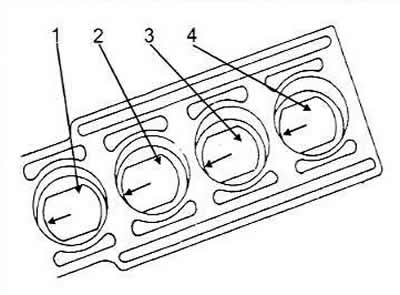
Meranie vŕtania valca by sa malo vykonať v smeroch "A" a "B". Okrem toho by sa merania mali vykonávať vo vzdialenosti 10 mm od horného okraja, 10 mm od spodného okraja a v strednej časti, t.j. na úrovniach 1, 2 a 3. Celkovo sa musí vykonať šesť meraní pre každý otvor valca. Všetky namerané hodnoty sa musia zaznamenať a porovnať s hodnotami uvedenými v tabuľkách veľkostí a parametrov nastavenia.
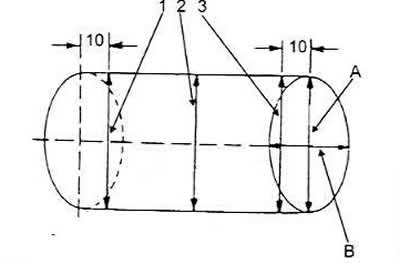
Treba mať na pamäti, že všetky valce sa budú musieť nudiť, aj keď rozmery jedného z valcov nie sú v norme. Prípustná je odchýlka 0,08 mm od menovitej hodnoty. Opravné rozmery piestov sú uvedené v tabuľkách rozmerov a nastavovacích parametrov.
Konečná veľkosť vŕtania valca sa určuje meraním priemeru piesta, ktorý sa odoberá 10 mm od spodného okraja plášťa piesta a v pravom rohu otvoru pre piestny čap.
K tomuto rozmeru treba pripočítať vôľu piesta 0,03 mm. Okrem toho je potrebné vziať do úvahy pridanie 0,02 mm na honovanie valca. Ak chcete skontrolovať vôľu piestu vo vŕtaní valca, zmerajte piest a vŕtanie valca spôsobom opísaným vyššie a vypočítajte rozdiel medzi týmito hodnotami. Ak výsledok presiahne 0,08 mm, je potrebné valce vyvŕtať, pretože medzera dosiahla hranicu opotrebenia.
Kontrola piestov a ojníc
Všetky podrobnosti by sa mali starostlivo skontrolovať. Ak súčiastky vykazujú známky škrabancov, zárezov alebo opotrebovania, musia sa vymeniť. Je potrebné vykonať nasledujúcu kontrolu piestov:
Odmerajte vôle piestnych krúžkov v drážkach podľa výšky, pričom krúžky nainštalujte jeden po druhom do zodpovedajúcich drážok. Medzera medzi povrchom krúžku a povrchom drážky piesta sa určuje pomocou plochého meradla. Ak medzera medzi krúžkami presiahne 0,12 mm, potom sú buď krúžky alebo piesty opotrebované. Nominálna hodnota je 0,02-0,07 mm.
Vložte všetky piestne krúžky zo spodnej časti bloku valcov do otvorov valcov v poradí. Pomocou obráteného piestu by mali byť krúžky stlačené približne o 15 mm. V tomto prípade by sa mali oba krúžky ventilu posunúť, aby sa zmerala medzera v zámku krúžku.
Nominálne hodnoty sú uvedené v tabuľkách veľkostí a parametrov nastavenia. Hranica opotrebenia sa líši pre rôzne piestne krúžky.
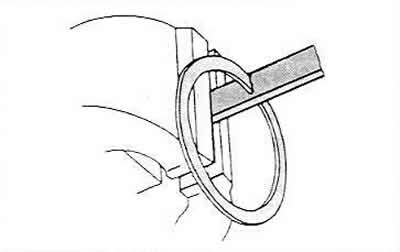
Ak je medzera príliš malá (napríklad ak je prsteň nový), okraje prsteňa by mali byť zapilované. Aby ste to dosiahli, musíte súbor upnúť do zveráka. Ak je medzera v zámku krúžku príliš veľká, príslušný krúžok by sa mal vymeniť.
Piestne čapy a puzdrá ojnice by sa mali skontrolovať na opotrebovanie a opotrebované miesta. Ak je čo i len jedna ojnica chybná, treba vymeniť celú sadu.
Matice ložísk ojnice sa musia vždy vymeniť.
Spojovacie tyče by sa mali skontrolovať na ohnutie a krútenie v špeciálnom zariadení.
Skontrolujte skrutky ojnice, či nie sú poškodené av prípade potreby ich vymeňte. V tomto prípade sa používajú napínacie skrutky a mali by sa nahradiť iba rovnakými.
Montáž piestov a ojníc
Ak bola odstránená chladiaca tryska piesta, mala by byť utiahnutá spolu s poistným ventilom (27 Nm). Trysky sú umiestnené v spodnej časti otvorov valca.
Ak sa piesty vymieňajú, skontrolujte, či sú všetky piesty rovnakého typu.
Zahrejte piesty na 60°C (vložte do horúcej vody). Je dôležité mať vhodný nástroj, ktorý sa dá aplikovať na vnútornú stranu piestneho čapu.
Rukou zatlačte prsty do vyhrievaných piestov a ojníc.
Pri montáži piestov a ojníc je potrebné dodržiavať nasledujúce pokyny:
Šípka na dne piestu (alebo natretý alebo vyrazený na novom pieste) musí smerovať k prednej časti motora.
Liate výstupky na ojnici a kryte ložiska musia smerovať ku kladke. Označenie čísel valcov na ojniach a krytoch ložísk sa musí zhodovať.
Skontrolujte, či sa piest po montáži môže voľne kývať na ojnici, ak sa pohybuje v smere šípky.
Pomocou klieští na piestne krúžky nainštalujte krúžky jeden po druhom do drážok. Oba kompresné krúžky je možné zameniť, preto je potrebné pred montážou skontrolovať ich prierez. Okrem toho sú oba kompresné krúžky na jednej strane označené slovom "TOP" alebo "ROVNA" a toto označenie je potrebné po inštalácii krúžku prečítať zhora.
Nainštalujte trojdielny krúžok na stieranie oleja a rovnomerne rozmiestnite zámky
Montáž piestov a ojníc
Vývrty valca dobre namažte.
Rozložte všetky ojnice podľa čísel valcov. Liate výstupky na ojniach a krytoch ložísk musia smerovať k remenici kľukového hriadeľa.
Šípky na korunách piestov by mali smerovať k prednej časti motora.
Zámky piestnych krúžkov umiestnite v rovnakej vzdialenosti po obvode piesta, t.j. cez 120°. Schéma zostavy piestu a ojnice ukazuje, ako by mali byť zámky umiestnené vo vzťahu k piestnemu čapu.
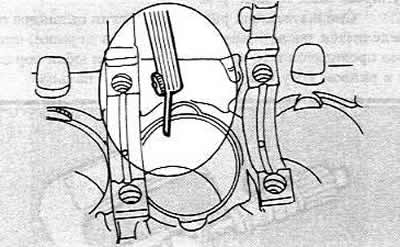
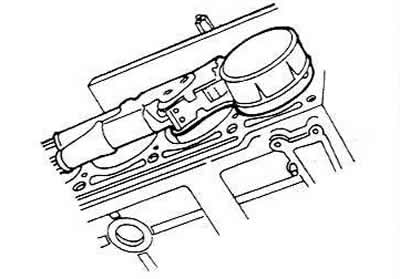
Umiestnite napínací pás piestneho krúžku. ako je znázornené na obrázku a zatlačte piestne krúžky do drážok. Skontrolujte, či sú dobre zatlačené.
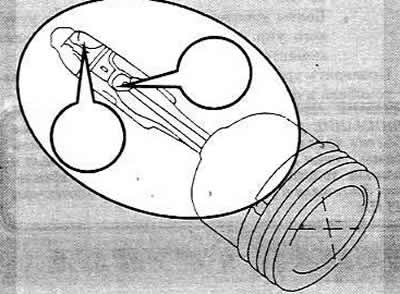
Na čapy ojnice umiestnite krátke kusy gumenej alebo plastovej hadičky, aby ste predišli poškriabaniu vŕtania valca.
Otočte kľukový hriadeľ tak, aby dva čapy hriadeľa boli v dolnej úvrati.
Zhora zatlačte spojovaciu tyč do otvoru. K tomu musí byť motor položený na bok, aby sa ojnice mohli dostať k ložiskovým čapom bez poškriabania vývrtov valcov alebo čapov ojníc. Plášť ojničného ložiska by už mal byť v ojnici s výstupkom vo vybraní.
Zatlačte piest, kým sa krúžky jeden po druhom nezasunú do otvoru valca a základňa ojnice by mala sedieť na čape kľukového hriadeľa. Pritom treba dávať pozor, aby ste nepoškriabali ložiskový čap.
Vložte druhú panvu ložiska do veka ložiska, puzdro dobre namažte, pritlačte viečko na čapy ojnice a zľahka zatlačte kladivom. Najprv sa musia odstrániť časti gumenej rúrky. Je dôležité zabezpečiť, aby odliate výstupky na ojnici a kryte ojničného ložiska zodpovedali, inak sa môžete na poslednú chvíľu pomýliť
Namažte spojovacie plochy matíc na uzáveroch ojničných ložísk olejom. Matice ojničného ložiska striedavo doťahujte momentom 30 Nm a z tejto polohy doťahujte ešte o 90°, t.j. štvrť otáčky.
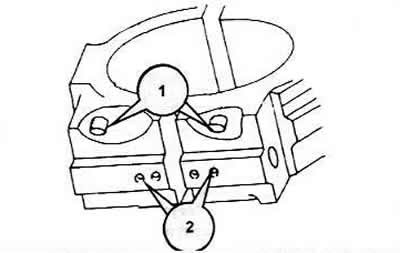
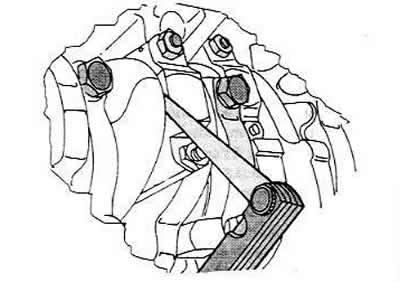
Po utiahnutí ojničných ložísk by sa malo každé ložisko znova skontrolovať. Prax ukazuje, že chyby ojničných ložísk sa niekedy objavia po dokončení opráv, keď veko ložiska a ojnica nie sú dokonale naskrutkované. Číslo (1) na obrázku označuje oba vyššie uvedené odliate výstupky a číslo (2) označuje veko ojničného ložiska a ojnicu, v tomto prípade pre druhý valec. Uvedené značky musia byť umiestnené na všetkých spojovacích tyčiach oproti sebe. Táto kontrola sa musí vykonať pred zatvorením kľukovej skrine motora.
Po inštalácii spojovacích tyčí by sa mal kľukový hriadeľ niekoľkokrát otočiť, aby sa zistilo, či nedošlo k zaseknutiu. Ak áno, treba znova skontrolovať, či sú piesty v správnej polohe, t.j. šípky na spodnej strane by mali smerovať dopredu (smerom ku kladke).
Pomocou spáromeru skontrolujte vôľu medzi bočným povrchom ojnice a povrchom kľukového hriadeľa.
V tomto prípade by ste mali ojničné ložisko stlačiť doprava, ako je znázornené na obrázku, aby zostala medzera na vloženie meracej sondy. Toto je axiálna vôľa ložiska ojnice a nemala by presiahnuť 0,37 mm.
Nainštalujte olejovú vaňu.