
Забележка: Ако отстранените части ще бъдат използвани повторно, подредете ги така, че да бъдат на оригиналните си места и ориентации, когато бъдат монтирани отново.
Внимание: Метални стружки или големи количества малки метални частици, открити по време на ремонта на двигателя, могат да показват повреда на коляновия вал и лагерите на мотовилката. За да предотвратите по-нататъшни повреди, почистете старателно маслените канали и сменете маслените инжектори, масления охладител и масления филтър.
1. Подробностите за монтажа на коляновия вал са показани на илюстрацията.
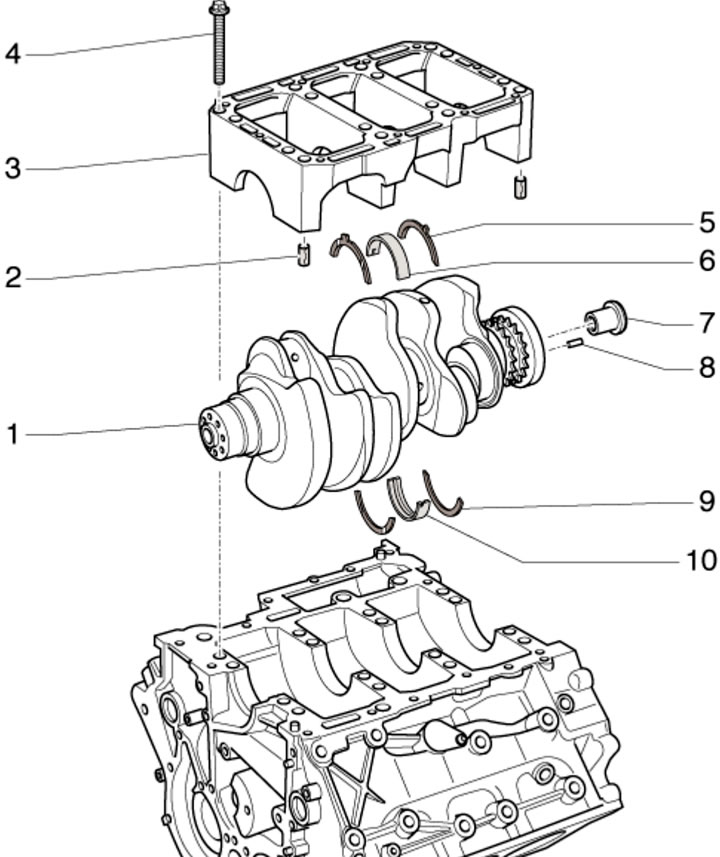
14.1. Детайли за монтажа на коляновия вал:
1 - Колянов вал;
2 - Центриращи втулки на легло 3, 2 бр., поставени в блока на цилиндъра;
3 - Легло на шахтата 1;
4 - Болт за монтаж на леглото 3 (вижте илюстрация 14.2), подлежи на замяна;
5, 9 - Аксиални шайби, монтирани само на лагер №3, маслените канали са обърнати навън;
6 - Долен корпус на основния лагер (в легло 3), без маслен канал;
7 - Центрираща втулка на преобразувателя на въртящ момент, в центъра на задния край на коляновия вал;
8 - Центрираща втулка на задвижващия диск, поставена в коляновия вал;
10 - Горна основна лагерна обвивка (в блока на цилиндрите), с маслен канал.
2. След като свалите леглото на коляновия вал, използвайте нови болтове, за да го закрепите. Преди да монтирате леглото, уверете се, че в блока на цилиндрите има два центриращи щифта. Затегнете последователно болтовете за монтаж на леглото (1-16 на илюстрацията) в три подхода: първо със сила от 30 Nm, след това със сила от 50 Nm и накрая издърпване до ъгъл от 90°.
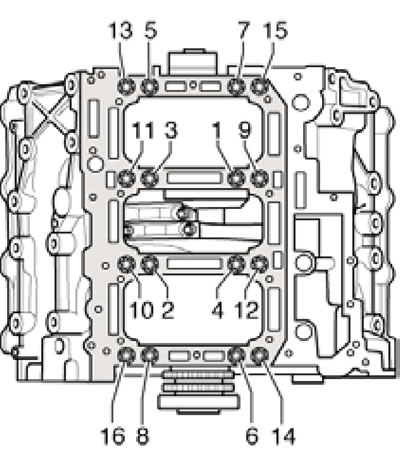
14.2. Последователност на затягане на крепежните елементи на леглото на коляновия вал.
3. Основните лагерни черупки са маркирани по дебелина с цветни точки. Вложките с необходимата дебелина се монтират във фабриката. Обшивките, износени до никеловия слой, трябва да се подменят. Можете да определите кой цвят пунктиран лагер да използвате, като погледнете буквите: G - жълт, B - син, R - червен. Буквите за избор на горни лагери са разположени на блока на цилиндрите, до съответния лагер (вижте илюстрация 14.3а), и буквите за избор на долните облицовки са разположени на бузата на коляновия вал (вижте илюстрация 14.3б).
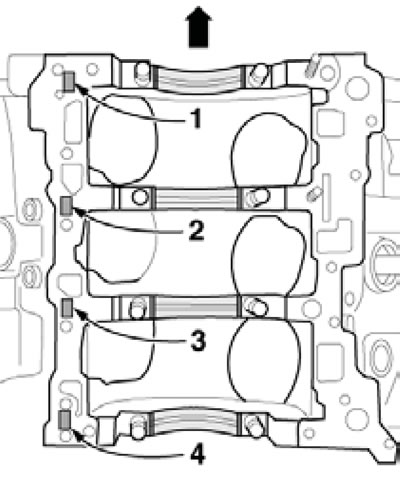
14.3a. Маркировка за избор на горни черупки на основните лагери (стрелка - към ролката).
14.3b. Маркировка за избор на долни черупки на основните лагери.
Числото "1" преди последователността от букви показва началната точка: от лагер № 1.
4. Частите на мотовилката и буталната група са показани на илюстрацията.
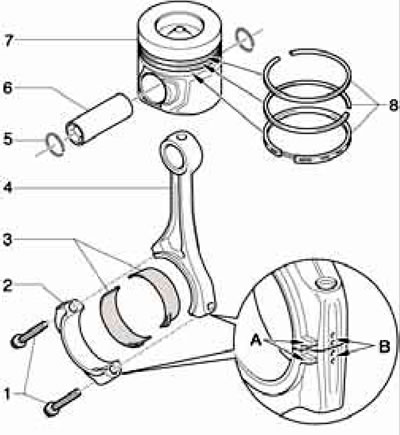
14.4. Части на мотовилката и буталната група:
1 - Болтовете за закрепване на капака 2, подлежащи на подмяна, затегнете със смазани резби и свързваща повърхност: 30 Nm, след което затегнете до ъгъл от 90°;
2 - Капачка на лагера на мотовилка, монтирана само в една позиция и само на чифт мотовилки; с етикет "В" за принадлежност към света и выступом "А" от страна с ГР;
3 - Обвивки на лагери на мотовилки;
4 - Мотовилка с маркировка "B" и издатина "A" (вижте точка 2), може да се замени само като цялостен комплект с капак 2;
5 - Задържащ пръстен, 2 бр., подлежи на подмяна;
6 - Бутален болт, за да се улесни отстраняването му, загрейте буталото до 60°C;
7 - Бутало, стрелката трябва да сочи към шайбата на коляновия вал;
8 - Буталните пръстени се монтират на интервали от 120° между заключващите механизми, като маркировката "TOP" трябва да е обърната към дъното на буталото.
Обшивките, износени до никеловия слой, трябва да се подменят.
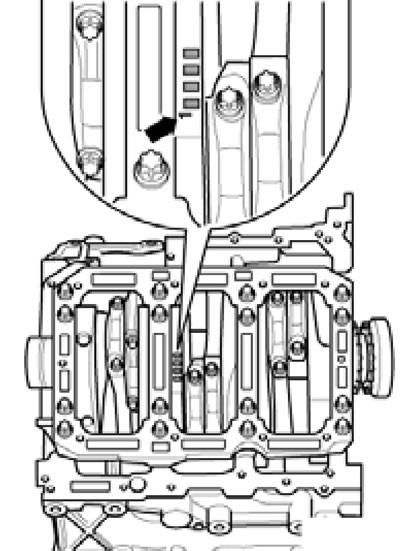
5. Маслени дюзи (2 на илюстрацията) за охлаждане на буталата, те се закрепват с болтове (1) със сила от 9 Nm.
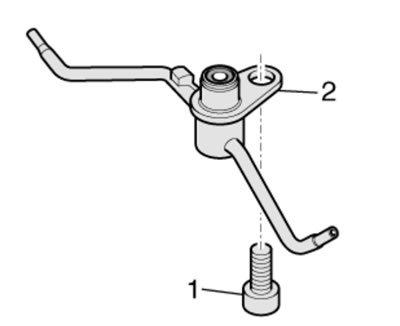
14.5. Болт (1) за закрепване на маслената дюза (2) за охлаждане на буталото.
6. По-широките области на капачките на лагерите на мотовилките трябва да са обърнати към най-близкия основен лагер (вижте илюстрацията).
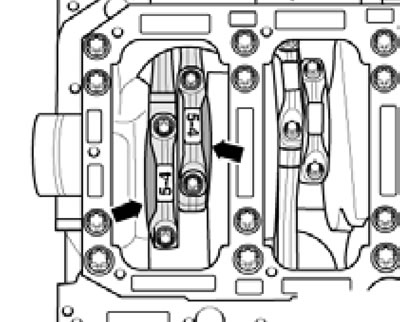
14.6. Ориентация на мотовилките в чифт.
7. При монтаж на нови части на свързващия прът и буталната група или "къс" цилиндров блок, трябва да се избере ново уплътнение на главата на цилиндъра (отделно за всяка глава). Дебелината на уплътнението се определя въз основа на максималното изпъкване на което и да е от буталата в даден цилиндров ред, когато това бутало е в горна мъртва точка. В зависимост от максималното изпъкване на буталата се използва уплътнение с един, два или три отвора (1 на илюстрация 11.22), вижте Спецификациите.