
Напомена: Ако ће се уклоњени делови поново користити, распоредите их тако да буду на својим оригиналним местима и оријентацијама када се поново инсталирају.
Опрез: Металне струготине или велике количине ситних металних честица пронађених током реконструкције мотора могу указивати на оштећење радилице и лежајева клипњаче. Да бисте спречили даља оштећења, темељно очистите пролазе за уље и замените убризгаваче уља, хладњак уља и филтер за уље.
1. Детаљи уградње радилице су приказани на илустрацији.
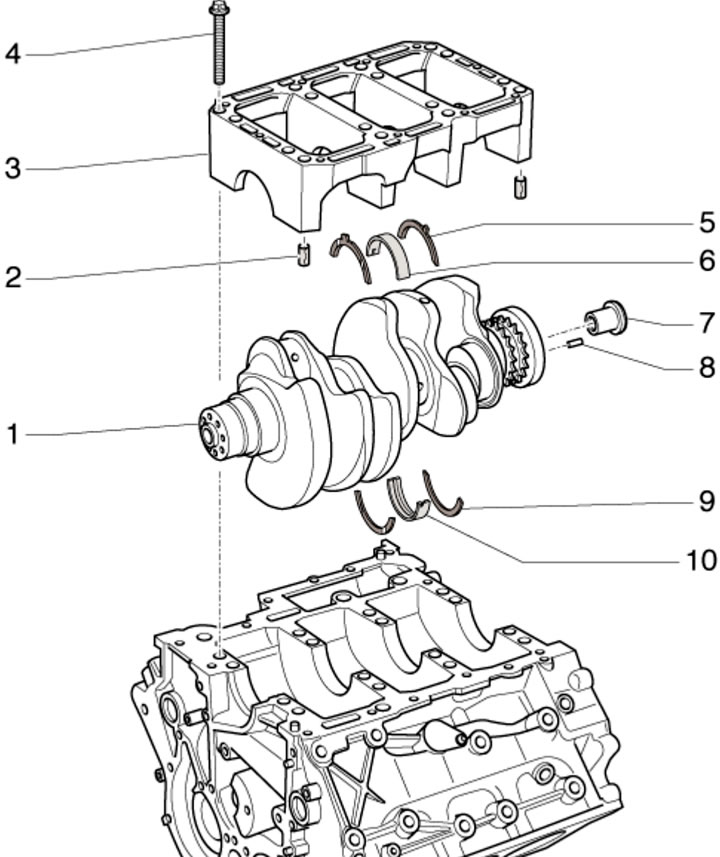
14.1. Детаљи уградње радилице:
1 - Радилица;
2 - Центрирајуће чауре кревета 3, 2 ком., уметнуте у блок цилиндра;
3 - Лежиште шахте 1;
4 - Вијак за монтажу кревета 3 (видети илустрацију 14.2), подложан замени;
5, 9 - Аксијалне подлошке, постављене само на лежају бр. 3, жлебови за уље окренути ка споља;
6 - Доња главна шкољка лежаја (у кревету 3), без жлеба за уље;
7 - Центрирајућа чаура претварача обртног момента, у средини задњег краја радилице;
8 - Центрирајућа чаура погонског диска, уметнута у радилицу;
10 - Горња љуска главног лежаја (у блоку цилиндра), са жлебом за уље.
2. Након уклањања лежаја радилице, користите нове вијке да бисте га причврстили. Пре него што уградите кревет, уверите се да у блоку цилиндра постоје два центрирајућа клина. Затегните завртње за причвршћивање кревета редом (1-16 на илустрацији) у три корака: прво силом од 30 Nm, затим силом од 50 Nm, и на крају затегните под углом од 90°.
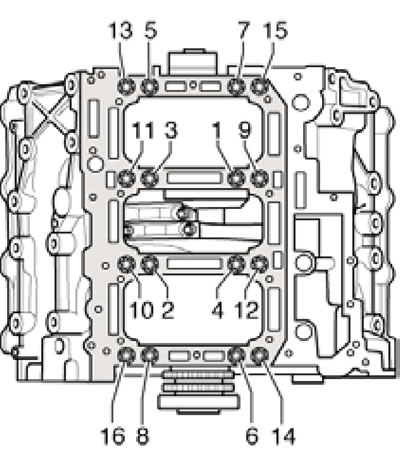
14.2. Редослед затезања причвршћивача лежаја радилице.
3. Главне лежајеве су означене дебљином обојеним тачкама. Улошци потребне дебљине се уграђују у фабрици. Облоге истрошене до слоја никла треба заменити. Можете одредити који лежај са којом тачком у боји треба користити помоћу слова: G - жуто, B - плава, R - црвено. Слова за избор горњих лежајева налазе се на блоку цилиндра, поред одговарајућег лежаја (видети илустрацију 14.3а), а слова за избор доњих лежајева налазе се на мрежици радилице (видети илустрацију 14.3б).
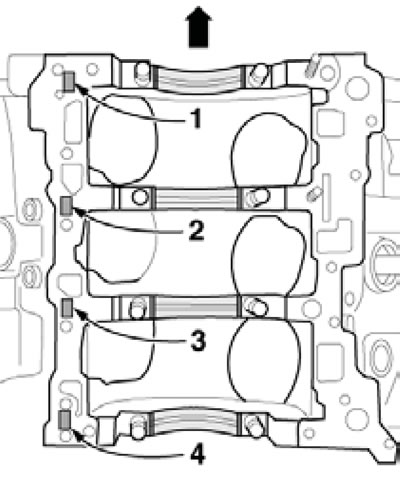
14.3а. Ознака за избор горњих главних лежајева (стрелица - према ременици).
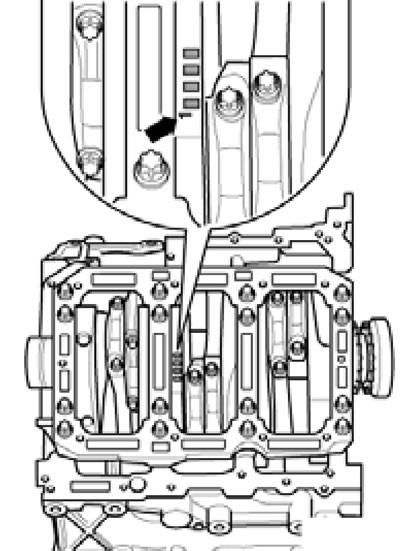
14.3б. Означавање за избор доњих главних лежајева.
Број "1" испред низа слова означава почетну тачку: од лежаја бр. 1.
4. Делови клипњаче и клипне групе су приказани на илустрацији.
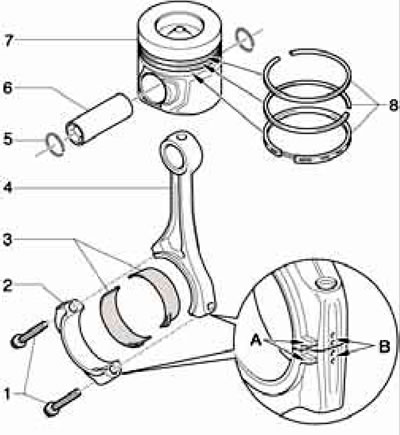
14.4. Делови клипњаче и клипне групе:
1 - Вијци за причвршћивање поклопца 2, који се могу заменити, затегнути подмазаним навојима и површином за спајање: 30 Nm, затим затегнути под углом од 90°;
2 - Поклопац лежаја клипњаче, постављен само у једном положају и само на пару клипњача; са ознаком "Б" која указује на припадност цилиндру и избочином "А" на страни погона развода;
3 - Кућице лежајева клипњаче;
4 - Клипњача са ознаком "Б" и избочином "А" (видети тачку 2), замењена само у склопу са поклопцем 2;
5 - Задржавајући прстен, 2 ком., подложан замени;
6 - Клипњача, ради лакшег уклањања, загрејте клип на 60°C;
7 - Клип, стрелица треба да буде усмерена ка ременици радилице;
8 - Клипни прстенови се постављају у размацима од 120° између брава, ознака "TOP" треба да буде окренута ка дну клипа.
Облоге истрошене до слоја никла треба заменити.
5. Уљне млазнице (2 на илустрацији) за хлађење клипова су причвршћене вијцима (1) силом од 9 Nm.
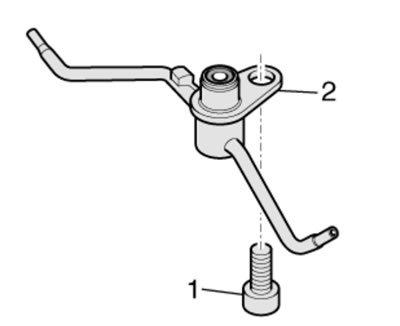
14.5. Вијак (1) за причвршћивање млазнице за уље (2) за хлађење клипа.
6. Шире површине на поклопцима лежајева клипњаче треба да буду окренуте ка најближем главном лежају (видети илустрацију).
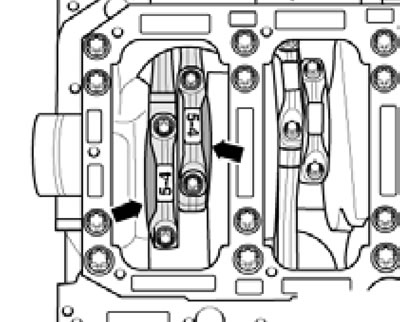
14.6. Оријентација клипњача у пару.
7. Приликом постављања нових детаља шатунно-клип, групе или "кратко" цилиндара треба да покупи нову заптивке главе цилиндара (одвојено за сваку главе). Дебљина полагање одређује се на основу максималне величине выступания неког од клипа овог броја цилиндара, када је овај клип је у ВМТ. У зависности од величине максималне выступания клипа, користи се печат са једним, два или три рупе (1 на илустрацији 11.22), видети Спецификације.