
Prije donošenja odluke o popravku potrebno je dijagnosticirati stanje uparivanja jedinica. U pravilu, dijagnoza se provodi neizravnim znakovima kao što su; povećana buka, vibracije, potrošnja ulja, probijanje karternih plinova itd. Radi bolje dijagnostike agregat je potrebno rastaviti, dijelove oprati, pregledati i podvrgnuti mikrometriranju. Na temelju rezultata pregleda i mikrometriranja donosi se odluka o nastavku rada bez popravka ili provođenju popravka. U ovom slučaju treba se voditi sljedećim razmatranjima: ako su stvarne dimenzije dijelova unutar polja tolerancije dopuštenih ovim priručnikom, tada je moguć nastavak rada jedinice bez popravka; ako su dimenzije izvan tolerancije, tada su potrebni popravci. Proširenja tolerancijskih polja navedena u ovom priručniku. treba shvatiti kao mogućnost korištenja zaostalog resursa jedinice bez obnavljanja sučelja.U slučaju popravka jedinice, kada su sučelja vraćena, proširenje polja tolerancije iznad nominalnih nije dopušteno.
Tehnologija popravka obično se dijeli u četiri glavne faze rada:
- 1. Demontaža-pranje.
- 2 Kontrola sortiranja.
- 3. Stvarni popravak obnavljanje mikro i makrogeometrije površina dijelova i fizičkih i mehaničkih svojstava.
- 4. Montaža uz prethodnu kontrolu dijelova koji dolaze na montažu.
Operacije pranja demontaže provode se u nekoliko faza - vanjsko pranje jedinice, poddemontaža, čvorno pranje, rastavljanje na dijelove, pranje i čišćenje dijelova Svi dijelovi moraju biti temeljito očišćeni od prljavštine i naslaga ugljika prije kontrolnog sortiranja, odmašćeni, oprati i osušiti.
Očistite uljne kanale i rupe u dijelovima, isperite pod pritiskom i propuhajte komprimiranim zrakom.
Pojedinosti i j legure aluminija i cinka nije dopušteno prati u alkalnim otopinama koje se koriste za pranje dijelova od čelika i lijevanog željeza, jer se aluminij i cink otapaju u alkalijama.
U postupku provjere dijelova vanjskim pregledom otkrivaju se lomovi, pukotine, udubljenja, školjke i druga oštećenja. U kritičnim dijelovima, prisutnost pukotina provjerava se detektorom nedostataka. Dimenzije dijelova moraju se kontrolirati na mjestima najvećeg trošenja. Zubi zupčanika troše se neravnomjerno, stoga pri njihovoj provjeri treba izmjeriti najmanje tri zuba, smještena približno pod kutom od 120°. S obzirom na potrebu da se zajamči rad zupčanika tijekom cijelog remonta, nije dopušteno pucanje zuba i lomljenje radne površine zuba zamorne prirode.
Montažne jedinice kao što su: klipnjača s poklopcem klipnjače, blok cilindra s poklopcima glavnih ležajeva, mjenjač i završni pogonski zupčanici ne smiju se rastavljati. Preostale montažne jedinice mogu se rastaviti, ali ako se donese odluka o nastavku rada spojnih elemenata bez popravka, tada ih nije preporučljivo rastaviti.
U svim slučajevima popravka dijelova zavarivanjem i navarivanjem, zavareni šav mora imati uključke troske, neprovjerena područja, podrezivanja i druge nedostatke. Nakon zavarivanja očistite šav. Uklonite metalne ugibe tako da ne ometaju ugradnju spojnih dijelova.
Rupe s istrošenim ili oštećenim navojem obnavljaju se narezivanjem navoja veće veličine za popravak, zavarivanjem rupe s naknadnim narezivanjem navoja nominalne veličine, namještanjem vijaka i spiralnih navojnih umetaka. Korištenje umetaka s navojem je poželjno zbog kvalitete restauracije i troškova rada.
Umetak je opružna spirala od rombične žice. Na jednom kraju spirale savijen je tehnološki povodac, pomoću kojeg se umetak umotava u prethodno pripremljenu rupu.
Tehnološki proces popravka navojne rupe pomoću spiralnog umetka uključuje sljedeće operacije: bušenje neispravne rupe do određene veličine, rezanje navoja u njemu koji odgovara veličini spiralnog umetka, uvrtanje spiralnog umetka i odlamanje tehnološkog vozač uz usjek.
Tablica prikazuje veličine rupa i navoja za spiralne umetke koji se koriste u popravcima automobilskih dijelova.
Tablica veličina svrdla i nareznica za spiralne umetke
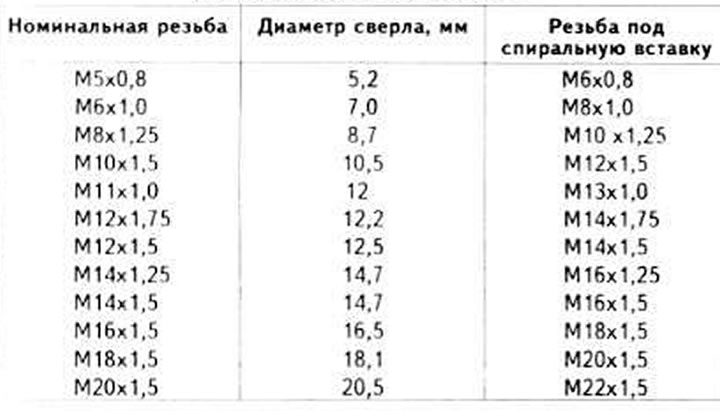
Za popravak navojnih rupa sa spiralnim umetcima proizvodi se poseban komplet koji uključuje: umetke, bušilice, posebne slavine, ključeve za zavrtanje umetaka, šiljke za rezanje tehnološkog povodca.
Dijelovi predani za montažu moraju biti čisti i suhi.
Navojne veze moraju biti neoštećene. Jednokratne samoblokirajuće navojne spojnice potrebno je zamijeniti novima.Ukoliko nije moguće koristiti nove samoblokirajuće spojnice, kod ugradnje starih potrebno ih je dodatno blokirati od odvrtanja.
Prilikom sastavljanja ugradite nove brtve i brtve. Tijekom sastavljanja podmažite površine za trljanje dijelova čistim uljem. Prilikom postavljanja gumenih brtvila podmažite radnu površinu manšete kako biste izbjegli oštećenje tijekom postavljanja. Kod ugradnje uljnih brtvila s metalnim kućištem, podmažite utičnicu ispod uljne brtve tankim slojem brtvila.
Sastavite jedinice i sklopove u skladu s ovim priručnikom.
Pomoću mjernog alata prije sastavljanja provjerite dimenzije dijelova koji odgovaraju.
Pri sastavljanju dijelova koji imaju pomično nalijeganje u spajanje, mora se osigurati njihovo slobodno relativno kretanje, bez zapinjanja. Montirajte čahure, prstenove kugličnih i valjkastih ležajeva pomoću igala. Pri prešanju ležajeva sila se ne smije prenositi kroz kuglice ili valjke. Alati za prešanje moraju biti naslonjeni na prsten koji se preša. Sila pritiska mora odgovarati osi ležaja kako bi se izbjeglo pogrešno poravnanje prstenova.
Ako se prema uvjetima montaže ugradnja kritičnih dijelova izvodi udarcem čekićem, potrebno je koristiti trne i čekiće od obojenih metala, plastike, gume, kao i uređaje za prešanje dijelova.
Kljunovi moraju biti čvrsto postavljeni u utore za klinove osovine pomoću čekića ili trna od obojenih metala. Nije dopušteno pomicanje ključeva u žljebovima osovine.
Vijci moraju biti čvrsto zavrnuti u otvore s navojem bez zazora. Pojedinosti treba slobodno staviti na klinove. Savijanje klinova prilikom ugradnje dijelova na njih nije dopušteno, pričvršćivanje sklopa ili dijela s nekoliko matica ili vijaka treba obaviti ravnomjerno po obodu - prvo preliminarno, a zatim konačno. Sve matice ili vijci istog spoja moraju biti zategnuti istim momentom.
U svakom slučaju. predviđeno Priručnikom, potrebno je koristiti ključeve koji omogućuju ograničavanje momenta.
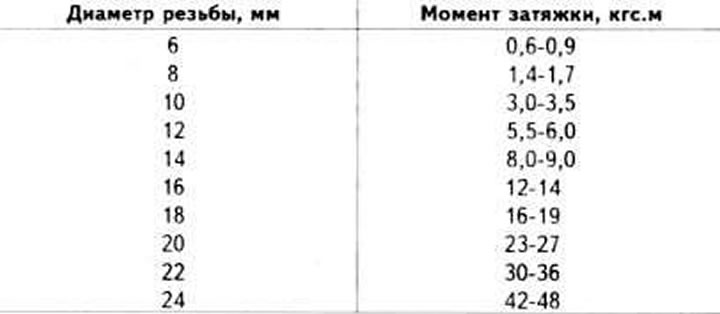
Momenti pritezanja navojnih spojeva, osim ako nisu posebno navedeni u tehničkim specifikacijama, određuju se ovisno o promjeru navoja prema tablici.
Tablica zateznih momenta za navojne spojeve
Vijak mora viriti iz matice (osim u posebnim slučajevima) dva ili tri konca konca.
Rascjepke ne smiju viriti iz utora matica. Krajevi klinova moraju biti razdvojeni i savijeni – jedan za vijak, a drugi za maticu.
Tijekom sastavljanja komprimiranim zrakom ispuhajte cijevi dovoda goriva i pokretač kočnice.
Komentari posjetitelja