
Pokrywa komory silnika, pokrywa bagażnika. Drzwi i przednie błotniki są przykręcane i łatwe do wymiany. Podczas montażu należy zachować szczeliny powietrzne, w przeciwnym razie drzwi będą na przykład pukać lub podczas przesuwania będzie słychać większy hałas spowodowany wiatrem. Szczelina powietrzna musi być co najmniej równoległa na całej swojej długości, co oznacza, że odległość między częściami ciała musi być stała na całej długości szczeliny.
Dla lepszej ochrony przed rdzą, nadwozie jest ocynkowane. W tym przypadku zewnętrzne elementy nadwozia, takie jak pokrywa, części boczne, błotniki, dach i drzwi, są ocynkowane obustronnie metodą elektrolityczną. Niewidoczne szczegóły. takie elementy jak spód, słupki drzwiowe, usztywnienia blachy są ocynkowane obustronnie metodą termiczną.
W cynkowaniu elektrolitycznym cynk rozpuszcza się za pomocą prądu elektrycznego i nanosi na blachy stalowe. Powstaje bardzo jednolita i cienka warstwa cynku, którą można bez problemu poddać dalszej obróbce. Ze względu na bardzo gładką powierzchnię elementy te nadają się do lakierowania zewnętrznego.
Podczas lakierowania termicznego płytki zanurzane są w kąpieli cynkowej o temperaturze +450°C. W ten sposób powstaje niezwykle cienka warstwa stopu żelaza i cynku, która służy jako spoiwo dla warstwy czystego cynku o grubości 10 µm (1/100 mm).
Jeżeli konieczne są prace spawalnicze, należy stosować wyłącznie spawanie punktowe. Tylko tam. Jeśli uchwyt elektrody nie pasuje, można zastosować spawanie elektryczne w osłonie gazów ochronnych. Należy zwrócić uwagę na następujące kwestie:
Zwiększ prąd spawania (ampery) o 10%, maksymalnie o 30%.
Należy stosować elektrody wykonane z miedzi ciągnionej na twardo, o wysokiej odporności termicznej (powyżej +400°C).
Często czyść elektrody, wykonując ruchy boczne do średnicy 4 mm.
Zwiększ siłę nacisku na elektrody.
Wydłuż czas spawania. Czas spawania będzie dobrany prawidłowo, jeżeli w miejscach spawania nie będzie odprysków.
Uwaga: Podczas spawania elementów ocynkowanych uwalnia się toksyczny tlenek cynku, dlatego należy zapewnić dobrą wentylację miejsca pracy.
Następnie miejsca spawania pokryć ocynkowaniem na zimno i zagruntować.
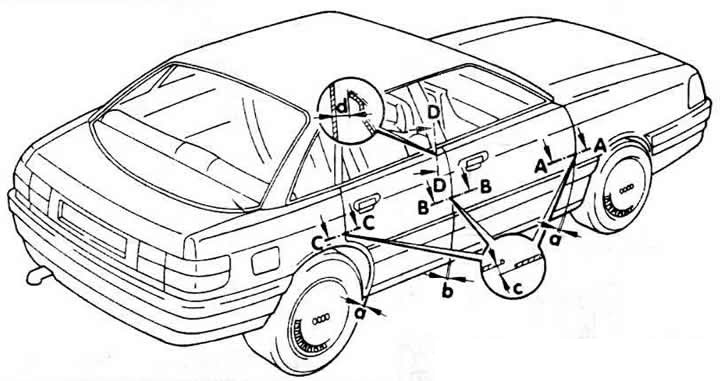
Wymiary prześwitów
regulacja poprzez przesuwanie drzwi z zawiasami
a = 5+1 mm
b = 5,5+1 mm
Eliminacja szumu wiatru
regulacja luzów wzdłużnych w zawiasach (mocowanie - zawias drzwiowy); z tyłu drzwi, w pobliżu zamka.
Sekcje A-A, B-B, C-C: c = 0,5+0,5 mm
Przekrój DD: d = 14,5 mm
(Oryginalny artykuł znajduje się w zasobie online AudiManual.ru)