
Змест: Спружыны клапанаў ↓ Сядла клапанаў ↓ Клапаны ↓ Галоўка цыліндраў ↓ Размеркавальны вал ↓ Зборка галоўкі цыліндраў ↓
Спружыны клапанаў
Для правільнай праверкі спружын клапанаў неабходна адмысловая прынада, хоць невядома дакладнае значэнне даўжынь "напружаных" спружын. Пры выкарыстанні прынады варта зыходзіць з таго, што ўсе спружыны маюць прыкладна аднолькавую пругкасць. Калі ў наяўнасці няма прынады для праверкі спружын:
Параўнаць спружыну, якая знаходзіцца ва ўжыванні, з новай спружынай. Для гэтага трэба заціснуць абедзве спружыны ў адны ціскі і павольна закручваць іх. Калі абедзве спружыны будуць сціснуты да аднолькавай велічыні, гэта значыць, што яны маюць прыкладна аднолькавы нацяг. Калі старая спружына дапушчае сціск да карацейшага памеру, чым новая, гэта азначае стомленасць спружыны і тады яны павінны быць заменены ў камплекце.
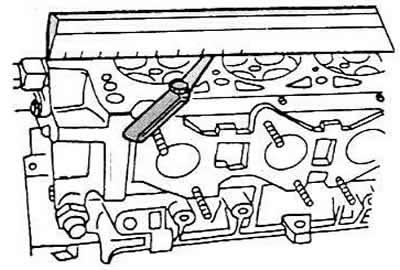
Спружыны паставіць па парадку на роўную паверхню (шкло), каб замкнёны віток знаходзіўся знізу. Паставіць каля спружыны сталёвы куток. Вымераць зазор паміж спружынай і кутком у верхняй частцы, ён не павінен перавышаць 2,0 гл. У адваротным выпадку спружына мае выгін.
Парухаць талерку клапана ўверсе туды сюды і лічыць паказанні па стрэлачным індыкатары. Яны не павінны перавышаць велічыню 1,0 мм для впускных клапанаў і 1,3 мм для выпускных клапанаў рухавіка.
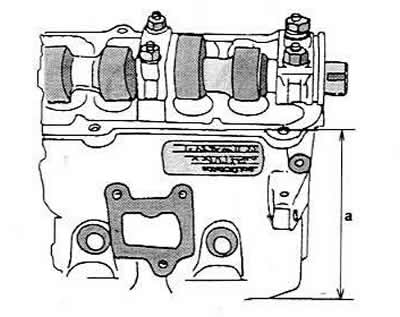
Праверыць агульны стан галоўкі цыліндраў, перш чым замяняць накіроўвалую ўтулку. Галоўка цыліндраў з невялікімі драпінамі паміж сёдламі клапанаў або паміж сядлом клапана і першым вітком разьбярства свечкі запальвання можа выкарыстоўвацца далей пасля шліфоўкі ў выпадку, калі драпіны не шырэй 0,3 мм. У галоўкі пасля шліфоўкі адлегласць паміж стрэлкамі (а) павінна быць 132,6мм (чатырохцыліндравыя рухавікі).
Пры замене накіроўвалай утулкі варта выпрасаваць старую ўтулку пры дапамозе прыдатнага мысліка (стрыжня) з галоўкі цыліндраў. Каб забяспечыць працу, галоўку цыліндраў можна нагрэць. Прабойнік, які ўжываецца для здымання ўтулкі, павінен мець нагружаны штыфт, які адпавядае па памеры ўнутранай часткі ўтулкі.
Новыя ўтулкі варта добра вышмараваць і запрасаваць у лядоўню галоўку цыліндраў са боку размеркавальнага вала, пакуль капец утулкі не кране галоўкі цыліндраў. Высілак прэса пры гэтым не павінна перавышаць 1 тоны, у адваротным выпадку можна зразаць кант.
Накіроўвалыя ўтулкі пасля запрэсоўвання варта прышліфаваць. Варта памятаць аб адрозненні ўнутраных дыяметраў утулак для розных тыпаў рухавікоў. Для шліфоўкі можна скарыстацца рэгуляванай разгорткай. Накіроўвалыя ўтулкі для впускных і выпускных клапанаў аднолькавыя. Сядла клапанаў пасля замены ўтулак варта прышліфаваць.
Сядла клапанаў
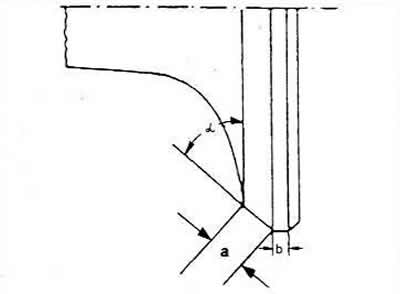
Усе сёдлы клапанаў варта праверыць на наяўнасць зносу ці разор. Невялікія сляды зносу могуць быць выпраўленыя з дапамогай 45° фрэзы. Калі сядло стала занадта шырокім, сядла варта перашліфаваць нанова. Кут, які пры гэтым трэба атрымаць, паказаны на першым малюнку - для впускнога клапана, на другім - для выпускнога. Варта звярнуць увагу на адрозненне дыяметраў сёдлаў клапанаў, якія пазначаны ў "Тэхнічных характарыстыках" для розных рухавікоў. Памеры сядзеў розныя таму, што самі впускные і выпускныя клапаны неаднолькавыя для розных тыпаў рухавікоў.
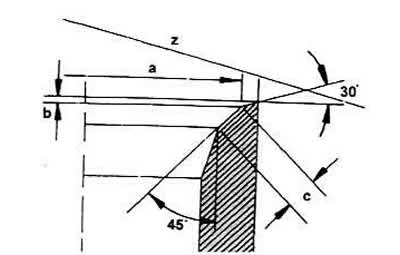
Памеры сёдлаў впускных клапанаў
а Дыяметр сядла клапана
b Максімальная велічыня сашліфоўкі
з Шырыня сядла клапана, 2D мм
z Край галоўкі цыліндраў
30° Верхні кут
45° Кут сядла клапана
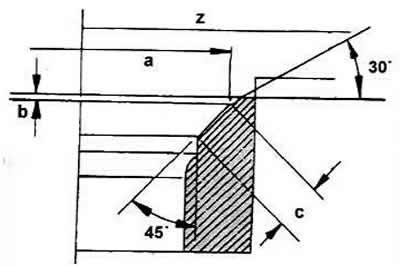
Памеры сёдлаў выпускных клапанаў
a Дыяметр сядла клапана
b Максімальная велічыня сашліфоўкі
c Шырыла сядла клапана, 2,мм
z Край галоўкі цыліндраў
30° Верхні кут
45° Кут сядла клапана
Каб вызначыць, ці патрэбная сашліфоўка, варта зрабіць наступныя вымярэнні:
Уставіць клапан у накіроўвалую ўтулку і шчыльна прыціснуць да сядла клапана.
Вымераць адлегласць (а) паміж верхавінамі клапанаў і верхнім краем галоўкі цыліндраў.
Вылічыць максімальна дапушчальную велічыню сашліфоўкі з вымеранай велічыні і дапушчальнага мінімальнага значэння. Для впускных клапанаў гэтая велічыня складае 33,8 мм і 34,1 мм. Мінімальная адлегласць для выпускнога клапана складае 33,0 мм.
Калі мінімальная адлегласць адрозніваецца ад вымеранай велічыні, трэба ўзяць максімальна дапушчальную велічыню сашліфоўкі. якая пазначана на малюнках вышэй як (у). Пры гэтым трэба выконваць наступнае ўказанне:
Сядла клапанаў варта сашліфаваць пры ўсталёўцы новых накіроўвалых утулак. Пры гэтым трэба паступаць наступным чынам:
Адфрэзераваць кут 45° і затым трохі апрацаваць 30° фрэзай верхні край сядла, каб давесці шырыню сядла да паказанай у табліцы. Фрэзероўка варта скончыць, калі шырыня сядла будзе знаходзіцца ў паказаным дыяпазоне.
Каб пазбегнуць занадта глыбокай пасадкі сядла ў галоўцы цыліндраў, неабходна вырабіць вышэйпаказанае вымярэнне.
Сашліфаваныя сядлы клапанаў трэба прыцерці. Для гэтага паверхні сёдлаў клапанаў трэба вышмараваць некаторай колькасцю шліфавальнай пасты і ўсталяваць які адпавядае клапан у якое адпавядае сядло. Прыставіць да клапана сопла пыласоса і перамяшчаць клапан туды і сюды.
Пасля прыціркі ўсе дэталі трэба старанна ачысціць ад бруду і шліфавальнай пасты, праверыць сядло клапана на талерцы клапана і фаску. На абедзвюх дэталях павінна быць бачная бесперапынная матавая фаска, якая выразна пазначае шырыню сядла клапана. Апошняя павінна быць вымераная наступным чынам:
Намаляваць алоўкам некалькі ліній на талерцы клапана. Лініі павінны быць нанесены на адлегласць прыблізна 1 мм па акружнасці. Пасля гэтага асцярожна апусціць клапан у накіроўвалую ўтулку і сядло, павярнуць клапан на 90°. Трохі здушыць на клапан.
Выцягнуць клапан і праверыць, ці не сцерліся ці лініі на сядле клапана. Калі шырыня сядла клапана ў норме, галоўка цыліндраў можа быць ізноў усталявана. У адваротным выпадку трэба вырабіць шліфоўку сёдлаў клапанаў, а ў самых цяжкіх выпадках даводзіцца замяняць галоўку цыліндраў.
Клапаны
Невялікія пашкоджанні паверхні талерак клапанаў могуць быць выпраўлены пасродкам прыціркі клапана ў сядле галоўкі цыліндраў, як гэта было апісана вышэй.
Вымераць клапаны і замяніць усе клапаны на адпаведныя паказаным памерам. Варта звярнуць увагу на адрозненне памераў для розных тыпаў рухавікоў. Велічыні пазначаны ў "Тэхнічных характарыстыках".
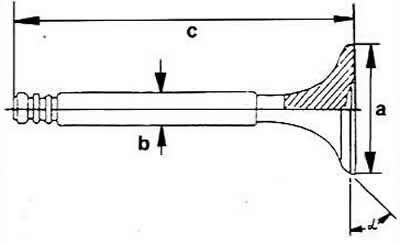
а Дыяметр талеркі клапана
b Дыяметр стрыжня клапана
c Даўжыня клапана.
Калі на краях стрыжня клапана выяўлены знос, яго можна сашліфаваць пры дапамозе шліфавальнай машынкі, але пры гэтым нельга выдаляць матэрыял больш за на 0,5 мм.
Впускныя клапаны можна шліфаваць пры ўмове, што велічыня (у) будзе не меней 0,5 мм. Шліфоўка выпускных клапанаў не дапускаецца, паколькі яны выраблены са спецыяльнага матэрыялу. Выпускныя клапаны можна толькі прыціраць з дапамогай пасты ці замяняць іх.
a максімум: 3,5 мм
b мінімум: 0,5 мм
α — 45°
Увага: Старыя клапаны зручна выкарыстоўваць у якасці пробнікаў. Тыя з іх, якія запоўнены натрыем, нельга выкарыстоўваць для гэтых мэт.
Галоўка цыліндраў
Старанна ачысціць ушчыльняемыя паверхні галоўкі цыліндраў і праверыць паверхню галоўкі цыліндраў на коробление. Для гэтага трэба прыкласці лінейку да галоўкі і з дапамогай плоскага маца вымераць зазор у падоўжным, папярочным і дыяганальным кірунку ў адносінах да паверхні галоўкі. Калі можна ўставіць плоскі мац таўшчынёй больш за 0,1 мм, значыць галоўку цыліндраў можна шліфаваць. Калі зазор у якім-небудзь месцы больш, галоўку цыліндраў давядзецца замяніць. Вырабячы паказанае вышэй вымярэнне галоўкі цыліндраў, можна вызначыць, ці дастатковы яе памер, каб можна было яе шліфаваць.
Размеркавальны вал
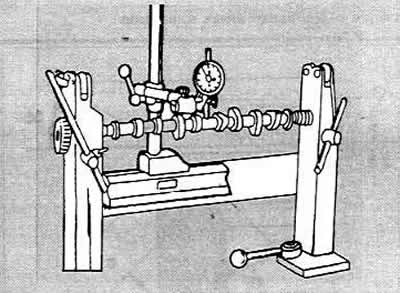
Валы ўсіх рухавікоў з двума клапанамі на цыліндр выглядаюць аднолькава, аднак кулачкі размешчаны пад рознымі кутамі, каб фазы газаразмеркавання былі правільнымі, г.зн. дамагчыся своечасовага адчынення і зачыненні клапанаў. Таму рэкамендуецца пры куплі новага вала захапіць з сабой стары. Пры замове вала варта пазначыць нумар мадэлі аўтамабіля і нумар рухавіка. Перад паўторнай усталёўкай размеркавальнага вала варта падвергнуць яго дбайнай праверцы. Спачатку варта пакласці размеркавальны вал паміж прызмамі ці заціснуць у цэнтрах такарнага станка, як намалявана на малюнку, і прыставіць стрелочный вымяральнік да шыйкі сярэдняга падшыпніка. Павольна пракручваючы размеркавальны вал. лічыць паказанні вымяральніка. Калі паказанні перавышаюць велічыню 0,01 мм, значыць, размеркавальны вал выгнуты і яго трэба замяніць.
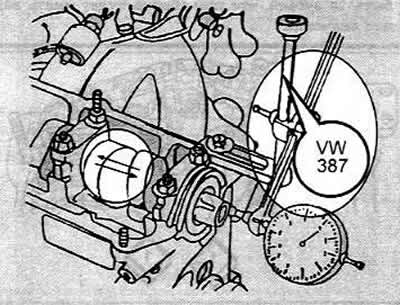
Праверыць шыйкі падшыпнікаў на наяўнасць бачных пашкоджанняў. Калі маюцца разоры ці іншыя няроўнасці, вал варта замяніць. Для вымярэння восевага люфта размеркавальнай залы, яго трэба паставіць у галоўку цыліндраў (без штурхачоў) і замацаваць з дапамогай вечкаў пярэдняга і задняга падшыпнікаў. Галоўку цыліндраў паставіць на роўную паверхню. Прыставіць стрелочный індыкатар да кантавой паверхні, як намалявана на малюнку, і рухаць вал у адзін і ў іншы бакі. Люфт не павінен перавышаць велічыню 0,15 мм. У адваротным выпадку апорная паверхня вечкаў падшыпніка зношаная.
Зборка галоўкі цыліндраў
Зборка галоўкі цыліндраў вырабляецца ў парадку, зваротным разборцы.
Стрыжні клапанаў добра вышмараваць маторным маслам і ўсталяваць у адпаведныя ўтулкі.
Ніжнія талеркі спружын клапанаў, з дапамогай адмысловай прынады, паставіць насупраць накіравальных утулак клапанаў.
Паставіць сальнікі стрыжняў клапанаў. Для гэтага ёсць спецыяльнае прыстасаванне (10-204).
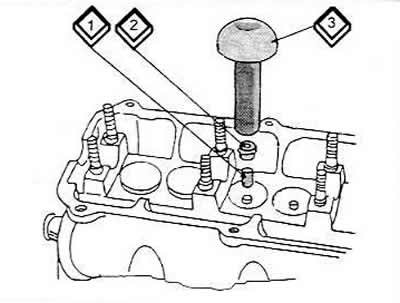
Пластмасавую ўтулку (1) прынады насунуць на якая выступае ўтулку.
Сальнік (2) добра вышмараваць і паставіць на пластмасавую ўтулку.
Прынада (3) паставіць на сальнік і сальнік асцярожна ўціснуць на накіроўвалую ўтулку. Варта мець у выглядзе, што пры ўсталёўцы сальніка без гэтай прынады ці яму падобнага можна пашкодзіць сальнік, следствам чаго будзе падвышаны выдатак алею.
Калі клапаны прыціраліся, іх трэба ўсталёўваць у якія адпавядаюць сядла, паколькі прыцірка кожнага клапана індывідуальная.
Усталяваць на галоўку цыліндраў адпаведныя ўнутраныя і вонкавыя спружыны клапанаў (калі спружыны ўстанаўліваюцца паўторна).
Ударыць пластмасавым малатком па верхняй частцы стрыжня клапана. Пры гэтым няправільна якія сядзяць сухары выскачаць. Для засцярогі трэба пакласці анучу пад канцы спружын, каб дэталі не выскачылі.
Усталяваць штурхачы паводле раней зробленых пазнакаў у адтуліны (добра вышмараваўшы алеем), калі ўсталёўваюцца ранейшыя штурхачы.
Добра вышмараваць алеем шыйкі падшыпнікаў размеркавальнага вала.
Падняць размеркавальны вал у падшыпніках і пракруціць некалькі разоў. У заключэнне павярнуць размеркавальны вал так, каб кулачкі клапанаў першага цыліндру былі звернутыя ўгару.
Усталяваць вечкі падшыпнікаў №2 і №3 і злёгку накруціць гайкі. Паколькі вечкі маюць адмысловую форму, варта праверыць, ці правільна яны стаяць. На малюнку паказана правільная ўстаноўка накрывак падшыпнікаў.
Гайкі ўсталяваных вечкаў падшыпнікаў зацягнуць напераменку крыж-накрыж на некалькі абарачэнняў да дасягнення моманту зацяжкі 20 Нм. Праверыць. каб паверхні вечкаў прылягалі да паверхні галоўкі цыліндраў.
Устанавіць крышкі №1 і №3. Накруціць гайкі і зацягнуць іх напераменку крыж-накрыж момантам 20 Нм.
Узяць у руку сальнік размеркавальнага вала і вызначыць, з якога боку знаходзіцца спружына. Павярнуць той бок, дзе спружына, унутр і злёгку вышмараваць абзу сальніка (а таксама паверхня вала). Для ўсталёўкі новага сальніка варта скарыстацца адрэзкам трубы падыходнага дыяметра. Труба павінна цалкам прылягаць да знешняй акружнасці сальніка. Устанавіць сальнік і забіць яго так, каб ён быў заподлицо з вонкавай паверхняй галоўкі. Можна ўсталёўваць сальнік тым жа спосабам, які апісаны для пярэдняга сальніка каленчатага вала.
Надзець шасцярню прывада размеркавальнага вала на вал (не забыцца шпонку і праверыць правільнасць яе ўстаноўкі) і закруціць ніт з шайбай. Утрымліваючы шасцярню прыдатным спосабам (напрыклад, з дапамогай старога зубчастага рамяня), зацягнуць ніт момантам зацяжкі 8Нм.
Устанавіць астатнія дэталі ў галоўку цыліндраў, за выключэннем тых, якія ўстанаўліваюцца пры ўстаноўцы галоўкі.
[Дадзеная публікацыя запазычаная ў рэсурса: AudiManual]