
Зняти кришки підшипників № 5, 1 і 3 розподільного валу, потім по черзі хрест-навхрест відвернути гайки шпильок кріплення кришок підшипників № 2 і 4.
Вийняти розподільний вал із опор головки циліндрів та витягти штовхачі клапанів.
Встановити на головці циліндрів пристрій для стиснення пружин клапанів або спеціальний пристрій VW 541 для зняття та встановлення сухарів клапанів за допомогою щипців із загостреними кінцями звільнити клапани від сухарів, попередньо натиснувши на важіль спеціального пристрою.
Вийняти пружини клапанів із тарілками.
Вийняти масловідбивні ковпачки стрижнів клапанів та опорні шайби пружин за допомогою щипців.
Вийняти клапани.
Очистити деталі бензином чи трихлоретиленом.
Перевірити ступінь зношування гнізд напрямних втулок клапани та зазор між втулками та стрижнями клапанів.
Вставити новий клапан у напрямну втулку так, щоб горець стрижня клапана був на одному рівні з кромкою напрямної втулки, і визначити зазор між стрижнем клапана і направляючою втулкою за допомогою пристосування VW 387 з індикатором, уперши його ніжку в головку клапана.
Замінити напрямні втулки, якщо зазор перевищує максимально допустимий граничний 1,0 мм для впускних клапанів і 1,3 ми для випускних клапанів.
Перевірити, чи не порушена площинність поверхні головки циліндрів, що сполучається, за допомогою лекальної лінійки і набору щупів. Найкраще проводити цю перевірку на перевірочній плиті.
Прошліфувати при необхідності поверхню, що сполучається, головки циліндрів в допустимих межах (див. підрозділ «Конструкція і технічні характеристики»).
Перевірити стан клапана та пружин клапанів.
Перевірити стан сідел клапанів та за необхідності прошліфувати їх. Шліфування виконується спеціальним інструментом з дотриманням допустимих меж (див. підрозділ «Конструкція та технічні характеристики»).
При необхідності прошліфувати робочі фаски впускних клапанів. Робочі фаски випускних клапанів шліфування не підлягають, допускається притирання випускних клапанів, у решті випадків вони підлягають заміні.
До складання, а також після шліфування сідел клапанів та притирання клапанів ретельно очистити головку циліндрів.

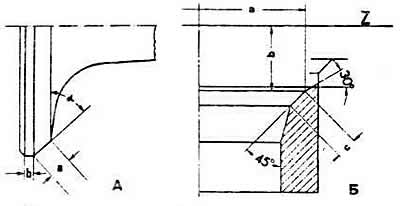
Основні розміри для шліфування клапанів та сідел клапанів:
А - впускний клапан:
α - Кут робочої фаски (45°);
а - ширина робочої фаски;
b - Висота кромки головки клапана.
Б - сідло клапана (впускного та випускного):
Z - площина головки циліндра;
а - Зовнішній діаметр робочої фаски;
b - відстань від робочої фаски сідла клапана до площини головки циліндрів;
с - ширина робочої фаски сідла клапана.
Коментарі відвідувачів