
Uputa. Ako se brušenjem ne postigne savršena površina sjedišta ventila, sjedišta se moraju strojno obraditi. Kod popravka motora s curenjem ventila nije dovoljno obraditi ili zamijeniti sjedišta i ventile cilindra. Osobito kod motora s dugim vijekom trajanja potrebno je provjeriti istrošenost vodilica ventila. Sjedišta ventila treba strojno obrađivati samo dok se ne postigne besprijekorna površina sjedišta. Prije rafiniranja potrebno je izračunati najveću dopuštenu veličinu prerade. Ako je tolerancija obrade prekoračena, funkcija hidrauličke kontrole može biti oštećena (razmak u pogonu ventila hidrauličkog kompenzatora) podrazumijeva zamjenu glave cilindra.
A. Izračun najveće dopuštene tolerancije prerade
Umetnite ventil u vodilicu i čvrsto ga pritisnite na sjedište. Ako se ventil zamijeni tijekom popravka, za mjerenja treba koristiti novi ventil. Mjerač dubine -VAS 6082- izmjerite udaljenost između krajeva stabla ventila (gornji rub) i gornju površinu glave cilindra. Izračunajte najveći dopušteni dodatak za preradu na temelju izmjerene udaljenosti i minimalne dopuštene veličine. Minimalna veličina za usisne i ispušne ventile: 7,6 mm. izmjerena udaljenost. minimalna veličina = najveći dopušteni dodatak za preradu.
Primjer: izmjerena udaljenost. 8,0 mm, minimalna dimenzija 7,6 mm, najveći dopušteni dodatak za obradu = 0,4 mm.
Uputa. Ako je najveći dopušteni dodatak za strojnu obradu 0 mm ili manji od 0 mm, ponovite mjerenje s novim ventilom. Ako je izmjereni rezultat uvijek 0 mm ili manji od 0 mm, zamijenite glavu cilindra.
B. Prerada sjedišta ventila
Sjedište ulaznog ventila:
- a. ∅ 28,7 mm,
- b. najveći dopušteni dodatak za reviziju c. 1,5...1,8 mm,
- z. donji rub glave cilindra
- a. 45°kosi kut sjedišta ventila,
- β. 30°gornji korektivni kut skošenja,
- γ. 60°kut donjeg korektivnog skošenja/
Sjedište ispušnog ventila
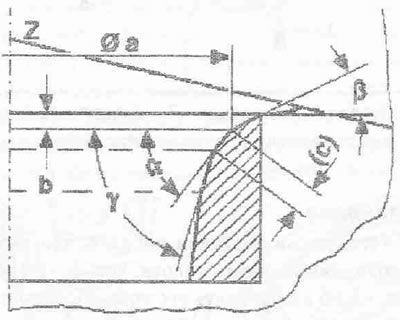
- a. ∅ 25,0 mm,
- b. najveći dopušteni dodatak za reviziju, s. cca. 1,8 mm
- z. donji rub glave cilindra
- a. 45°kosi kut sjedišta ventila,
- β. 30°gornji korektivni kut skošenja,
- γ. 60°donji korektivni kut skošenja.
Komentari posjetitelja