
Съдържание: A. Изчисляване на максимално… ↓ B. Модификация на леглата на… ↓ Седалка на изпускателния клапан ↓
Инструкции. Ако чрез шлайфане не се постигне идеална работна повърхност на леглата на клапаните, леглата трябва да бъдат обработени машинно. При ремонт на двигатели със спукани клапани не е достатъчно да се третират или подменят леглата и клапаните на цилиндрите. Особено при двигатели с дълъг живот е необходимо да се проверяват водачите на клапаните за износване. Леглата на клапаните трябва да се обработват само докато работната повърхност е перфектно завършена. Преди преработката е необходимо да се изчисли максимално допустимият размер на преработката. Ако толерансът за обработка бъде надвишен, функцията за хидравлично управление може да бъде нарушена (хлабина в задвижването на клапана на хидравличния компенсатор) ще доведе до смяна на главата на цилиндъра.
A. Изчисляване на максимално допустимия толеранс за преработка
Поставете вентила във водача и го натиснете здраво към седлото. Ако вентилът бъде сменен по време на ремонт, трябва да се използва нов клапан за измерванията. С помощта на дълбокомер "VAS 6082" измерете разстоянието между края на стеблото на клапана (горния ръб) и горната равнина на главата на цилиндъра. Изчислете максимално допустимото разрешение за преработка въз основа на измереното разстояние и минималния допустим размер. Минимален размер на всмукателни и изпускателни клапани: 7,6 мм. Измерено разстояние. минимален размер = максимална възможност за преработка.
Пример: измерено разстояние. 8,0 мм, минимален размер 7,6 мм, максимален припуск за обработка = 0,4 мм.
Инструкции. Ако максималното допустимо отклонение за обработка е 0 mm или по-малко от 0 mm, повторете измерването с нов вентил. Ако резултатът от измерването винаги е 0 mm или по-малък от 0 mm, сменете главата на цилиндъра.
B. Модификация на леглата на клапаните
Седалка на входящия клапан:
- а. ∅ 28,7 mm,
- b. максимална надбавка за преработка. 1,5...1,8 mm,
- z. Долен ръб на главата на цилиндъра,
- α. 45° ъгъл на фаска на леглото на клапана,
- β. 30° ъгъл на горната коригираща фаска,
- γ. 60° ъгъл на долната коригираща фаска/
Седалка на изпускателния клапан
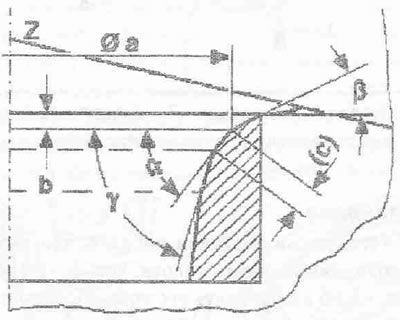
- а. ∅ 25,0 mm,
- b. максимална надбавка за преработка, s. прибл. 1,8 mm,
- z. долния ръб на главата на цилиндъра,
- α. 45° ъгъл на фаска на леглото на клапана,
- β. 30° ъгъл на горната коригираща фаска,
- γ. 60° ъгъл на долната коригираща фаска.