
Садржај: А. Прорачун максимално дозвољене… ↓ Б. Модификација седишта вентила ↓ Седиште издувног вентила ↓
Упутства. Ако се млевењем не постигне савршена радна површина седишта вентила, седишта морају бити машински обрађена. Приликом поправке мотора са вентилима који пропуштају, није довољно третирати или заменити седишта цилиндра и вентиле. Нарочито код дуготрајних мотора, потребно је проверити истрошеност вођица вентила. Седишта вентила треба да се обрађују само док се радна површина савршено не обради. Пре прераде потребно је израчунати максималну дозвољену величину прераде. Ако је толеранција обраде прекорачена, хидрауличка контролна функција (размак у погону вентила хидрауличног компензатора) може бити поремећена, што ће довести до замене главе цилиндра.
А. Прорачун максимално дозвољене толеранције за прераду
Уметните вентил у вођицу и чврсто га притисните на седиште. Ако се вентил замени током поправке, за мерења треба користити нови вентил. Мјерач дубине "VAS 6082" Измерити растојање између краја вретена вентила (горње ивице) и горње равни главе цилиндра. Израчунајте максималну дозвољену дораду на основу измереног растојања и минималне дозвољене димензије. Минимална димензија за усисне и издувне вентиле: 7,6 мм. Измерено растојање. Минимална дозвољена прерада = максимална дозвољена димензија.
Пример: измерено растојање. 8,0 мм, минимална величина 7,6 мм, максимални додатак за обраду = 0,4 мм.
Упутства. Ако је максимални дозвољени додатак за машинску обраду 0 мм или мањи од 0 мм, поновите мерење са новим вентилом. Ако је резултат мерења увек 0 мм или мањи од 0 мм, замените главу цилиндра.
Б. Модификација седишта вентила
Седиште улазног вентила:
- а. ∅ 28,7 мм,
- b. максимални додатак за прераду. 1,5...1,8 мм,
- z. Доња ивица главе цилиндра,
- α. Угао закошења седишта вентила од 45°,
- β. 30° угао горње исправне ивице,
- γ. 60° угао доње исправне ивице/
Седиште издувног вентила
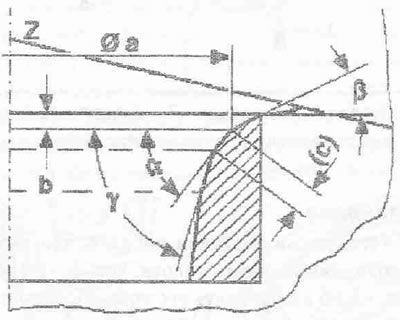
- а. ∅ 25,0 мм,
- b. максимални додатак за прераду, с. прибл. 1,8 мм,
- z. доња ивица главе цилиндра,
- α. Угао закошења седишта вентила од 45°,
- β. 30° угао горње исправне ивице,
- γ. 60° угао доње исправне ивице.