
Оглавление: А. Расчет максимально допустимого… ↓ В. Доработка седел клапанов ↓ Седло выпускного клапана ↓
Инструкция. Если за счет шлифования не достигается безупречность рабочей поверхности седел клапана, седла следует обработать. При ремонте двигателей с неплотными клапанами обработать или заменить седла цилиндра и клапаны недостаточно. Особенно в двигателях с длительным сроком службы необходимо проверить направляющие клапанов на износ. Седла клапанов следует обрабатывать лишь до достижения безупречного вида рабочей поверхности. Перед доработкой необходимо рассчитать максимально допустимый размер доработки. При превышении допуска на обработку может быть нарушена функция гидравлического регулирования (зазора в приводе клапанов гидрокомпенсаторов) повлечет за собой замену ГБЦ.
А. Расчет максимально допустимого допуска на доработку
Вставить клапан в направляющую и плотно прижать его к седлу. Если клапан при ремонте заменяется, то при измерениях следует использовать новый клапан. Штангенглубиномером «VAS 6082» измерить расстояние между концом стержня клапана (верхний край) и верхней плоскостью головки цилиндров. Рассчитать максимально допустимый припуск на доработку на основе измеренного расстояния и минимально допустимого размера. Минимальный размер для впускного и выпускного клапанов: 7,6 мм. Измеренное расстояние. минимальный размер = максимально допустимый припуск на доработку.
Пример: измеренное расстояние. 8,0 мм, минимальный размер 7,6 мм, максимально допустимый припуск на обработку = 0,4 мм.
Инструкция. Если максимально допустимый припуск на обработку равен 0 мм или меньше 0 мм, повторить измерение с новым клапаном. Если результат измерения всегда равен 0 мм или меньше 0 мм, заменить ГБЦ.
В. Доработка седел клапанов
Седло впускного клапана:
- а. ∅28,7 мм,
- b. максимально допустимый припуск на доработку с. 1,5...1,8 мм,
- z. Нижний край ГБЦ,
- α. 45° угол фаски седла клапана,
- β. 30° угол верхней корректирующей фаски,
- γ. 60° угол нижней корректирующей фаски/
Седло выпускного клапана
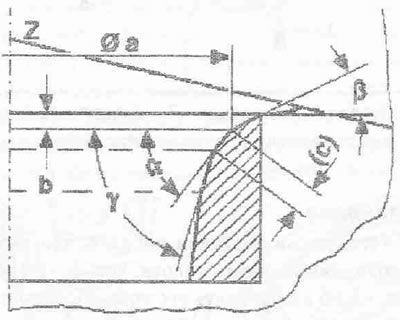
- а. ∅25,0 мм,
- b. максимально допустимый припуск на доработку, с. прибл. 1,8 мм,
- z. нижний край ГБЦ,
- α. 45° угол фаски седла клапана,
- β. 30° угол верхней корректирующей фаски,
- γ. 60° угол нижней корректирующей фаски.
[Ссылка на первоисточник доступна на веб-сайте: audimanual]