
Інструкції. Якщо за рахунок шліфування не досягається бездоганність робочої поверхні сідел клапана, сідла слід обробити. При ремонті двигунів з нещільними клапанами обробити або замінити сідла циліндра та клапани недостатньо. Особливо в двигунах із тривалим терміном служби необхідно перевірити напрямні клапанів на знос. Сідла клапанів слід обробляти лише до досягнення бездоганного вигляду робочої поверхні. Перед доопрацюванням необхідно розрахувати максимально допустимий розмір доопрацювання. При перевищенні допуску на обробку може бути порушена функція гідравлічного регулювання (зазору у приводі клапанів гідрокомпенсаторів) спричинить заміну ГБЦ.
А. Розрахунок максимально допустимого допуску на доопрацювання
Вставити клапан у напрямну та щільно притиснути його до сідла. Якщо клапан при ремонті замінюється, то при вимірі слід використовувати новий клапан. Штангенглибиноміром "VAS 6082" виміряти відстань між кінцем стрижня клапана (верхній край) та верхньою площиною головки циліндрів. Розрахувати максимально допустимий припуск на доопрацювання на основі виміряної відстані та мінімально допустимого розміру. Мінімальний розмір для впускного та випускного клапанів: 7,6 мм. Виміряна відстань. мінімальний розмір = максимально допустимий припуск доопрацювання.
Приклад: виміряна відстань. 8,0 мм, мінімальний розмір 7,6 мм, максимально допустимий припуск на обробку = 0,4 мм.
Інструкції. Якщо максимально допустимий припуск на обробку дорівнює 0 мм або менше 0 мм, повторіть вимірювання з новим клапаном. Якщо результат вимірювання завжди дорівнює 0 мм або менше 0 мм, замініть ГБЦ.
В. Доробка сідел клапанів
Сідло впускного клапана:
- а. ∅ 28,7 мм,
- b. максимально допустимий припуск на доопрацювання с. 1,5...1,8 мм,
- z. Нижній край ГБЦ,
- α. 45° кут фаски сідла клапана,
- β. 30° кут верхньої коригуючої фаски,
- γ. 60° кут нижньої коригуючої фаски/
Сідло випускного клапана
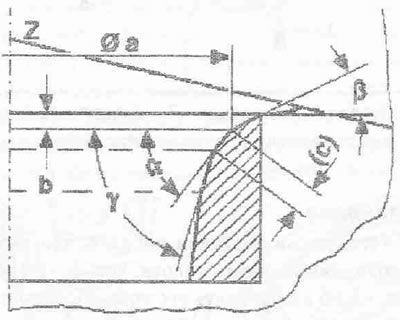
- а. ∅ 25,0 мм,
- b. максимально допустимий припуск на доопрацювання, с. прибл. 1,8 мм,
- z. нижній край ГБЦ,
- α. 45° кут фаски сідла клапана,
- β. 30° кут верхньої коригуючої фаски,
- γ. 60° кут нижньої коригуючої фаски.