
Pokyny. Ak sa brúsením nedosiahne dokonalá pracovná plocha sediel ventilov, sedlá sa musia opracovať. Pri opravách motorov s netesnými ventilmi nestačí ošetriť alebo vymeniť sedlá a ventily valcov. Najmä pri motoroch s dlhou životnosťou je potrebné kontrolovať opotrebovanie vedenia ventilov. Sedlá ventilov by sa mali opracovávať len dovtedy, kým nebude pracovná plocha dokonale dokončená. Pred prepracovaním je potrebné vypočítať maximálnu prípustnú veľkosť prepracovania. Ak sa prekročí tolerancia obrábania, môže sa zhoršiť funkcia hydraulického ovládania (vôle v pohone ventilu hydraulického kompenzátora) bude vyžadovať výmenu hlavy valcov.
A. Výpočet maximálnej prípustnej tolerancie pre prepracovanie
Vložte ventil do vodidla a pevne ho zatlačte na sedlo. Ak sa ventil počas opravy vymení, na meranie by sa mal použiť nový ventil. Pomocou hĺbkomeru "VAS 6082" zmerajte vzdialenosť medzi koncom drieku ventilu (horný okraj) a horná rovina hlavy valcov. Vypočítajte maximálny povolený príspevok na prepracovanie na základe nameranej vzdialenosti a minimálnej povolenej veľkosti. Minimálna veľkosť sacích a výfukových ventilov: 7,6 mm. Nameraná vzdialenosť. minimálna veľkosť = maximálny príspevok na prepracovanie.
Príklad: nameraná vzdialenosť. 8,0 mm, minimálny rozmer 7,6 mm, maximálny prídavok na spracovanie = 0,4 mm.
Pokyny. Ak je maximálny povolený prídavok na obrábanie 0 mm alebo menší ako 0 mm, zopakujte meranie s novým ventilom. Ak je výsledok merania vždy 0 mm alebo menší ako 0 mm, vymeňte hlavu valca.
B. Úprava sediel ventilov
Sedlo vstupného ventilu:
- a. ∅ 28,7 mm,
- b. maximálny príspevok na prepracovanie. 1,5...1,8 mm,
- z. Spodný okraj hlavy valcov,
- α. 45° uhol skosenia sedla ventilu,
- β. 30° uhol horného korekčného skosenia,
- γ. 60° uhol spodného korekčného skosenia/
Sedlo výfukového ventilu
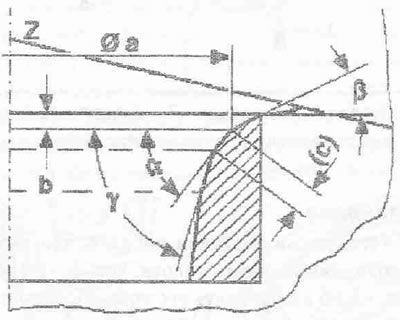
- a. ∅ 25,0 mm,
- b. maximálny príspevok na prerábku, s. cca. 1,8 mm,
- z. spodný okraj hlavy valcov,
- α. 45° uhol skosenia sedla ventilu,
- β. 30° uhol horného korekčného skosenia,
- γ. 60° uhol spodného korekčného skosenia.
Pôvodný článok je uverejnený na zdroji: AUDIMANUAL.RU