
Змест: Вядзёны дыск ↓ Каленвал ↓ Разьбовае вечка для адзнакі "ВМТ" ↓ Клапан рэгулявання ціску алею "N428" ↓ Пласт герметыка для рамы… ↓ Поршні і шатуны ↓
Вядзёны дыск
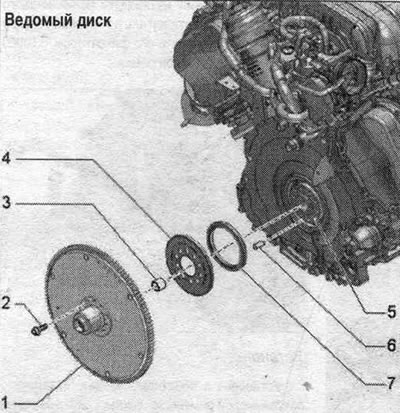
1. Кіраваны дыск: з фланцам падшыпніка; праверыць працоўныя паверхні фланца мацавання падшыпніка і адтулін для модуля счаплення на наяўнасць расколін і ўваходных адтулін. 2. Болт: замяніць; 60 Нм + 90°. 3. Ігольчасты падшыпнік: мант. становішча: зачынены бок накіравана да рухавіка. 4. Зубчасты вянок датчыка ліку абарачэнняў рухавіка "G28". 5. Калянвал. 6. Установачны штыфт. 7. Манжэтнае ўшчыльненне коленвала з боку КП.
Каленвал
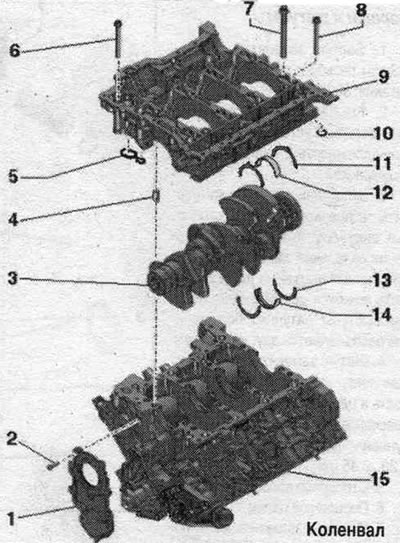
1. Ушчыльняльны фланец з боку шківа.
2. Болт.
3. Калянвал.
4. Накіроўвалая ўтулка: 4 шт.; усталяваць у раму распредвала.
5. Пракладка: замяніць.
6. Ніт: для пасадачных паверхняў рамы распредвала да блока цыліндраў; балты рознай даўжыні і з рознымі галоўкамі.
7. Падоўжаны ніт, доўгі разьбовы ўчастак: для ўнутранага шэрагу рамы распредвала; замяніць.
8. Скарочаны ніт, кароткі разьбовы ўчастак: для вонкавага шэрагу рамы распредвала.
9. Рама распредвала: з клапанам для рэгулявання ціску алею "N428"; для дэмантажу зняць планку заспакаяльніка ланцуга прывада механізму кіравання.
10. Абшэўкавае ўшчыльненне: замяніць.
11. Укладыш восевай фіксацыі коленвала: толькі падшыпнік коленвала 3; мант. становішча: канаўка для змазкі накіравана вонкі; улічваць фіксацыю ў раме распредвала.
12. Укладыш падшыпніка: для рамы распредвала без змазвальнай канаўкі; былыя ва ўжыванні ўкладышы замяніць; усталёўваць у належным становішчы; новыя ўкладышы падшыпнікаў рамы коленвала ўсталёўваць з правільнай каляровай маркіроўкай.
13. Укладыш восевай фіксацыі коленвала: толькі падшыпнік коленвала 3; мант. становішча: канаўка для змазкі накіравана вонкі; улічваць фіксацыю ў раме распредвала.
14. Укладыш падшыпніка: для блока цыліндраў са змазачнай канаўкай; былыя ва ўжыванні ўкладышы замяніць; усталёўваць у належным становішчы; новыя ўкладышы падшыпнікаў усталёўваць з правільнай каляровай маркіроўкай.
15. Блок цыліндраў.
Разьбовае вечка для адзнакі "ВМТ"
Замяніць ушчыльн. кольца.
Зацягнуць разьбовую шрубу "стрэлка" момантам 14 Нм.
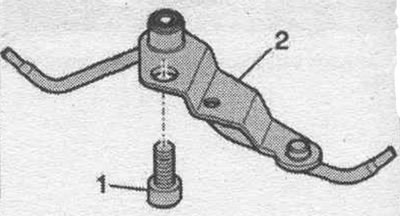
Клапан рэгулявання ціску алею "N428"
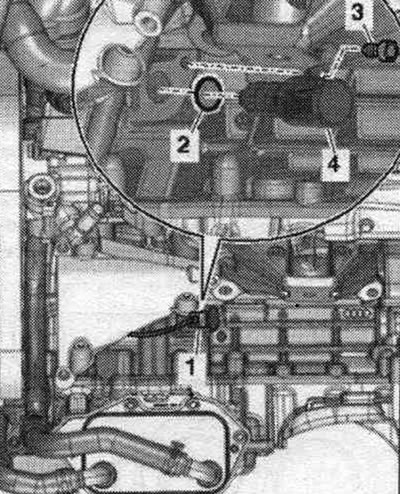
1. Электр, раз'ём; 2. Замяніць ушчыльн. кольца круглага перасеку; 3. Болт, 9 Нм; 4. Клапан рэгулявання ціску алею "N428".
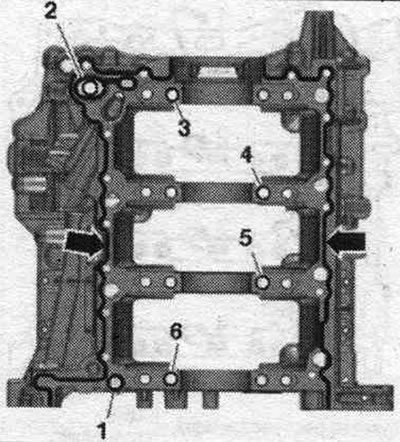
Пласт герметыка для рамы распредвала, становішча ўсталявальных утулак
Ачысціць паверхні ўшчыльнення ад алею і змазкі. Вырабіць валік герметыка "стрэлкі" на чыстыя пасадачныя паверхні рамы распредвалов, як гэта паказана на малюнку. Канаўка пасадачнай паверхні павінна быць запоўнена герметыкам. Валікі герметыка павінны выступаць над пасадачнай паверхняй на 1,5...2,0 мм. Накласці ўшчыльненні "1" і "2". Праверыць, ці ўсталяваныя цэнтравальныя ўтулкі "3...6" на сваіх месцах у раме распредвалов, як паказана на малюнку.
Усталяваць накіроўвалую раму
Варта замяніць ніты, якія зацягваюцца з кутом дацяжкі. Уставіць доўгія балты ва ўнутраны шэраг рамы распредвалов. Зацягнуць балты ў 3 этапы ў паказанай паслядоў..
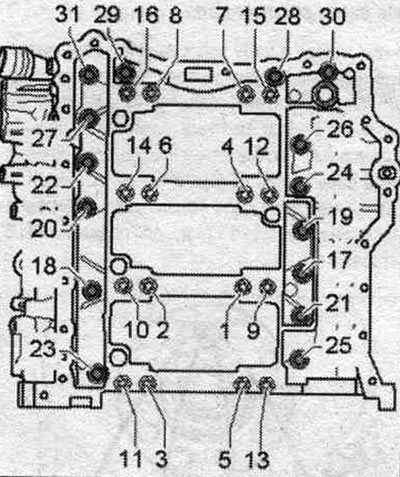
| Ступень | Ніты | Момант зацяжкі/кут давароту |
| 1 | "1...16" | 50 Нм |
| 2 | "1...16" | давярнуць на 90° |
| 3 | "17...31" | 23 Нм |
Прыналежнасць укладышаў карэнных падшыпнікаў, якія ўстанаўліваюцца ў блок цыліндраў
На заводзе ў блок цыліндраў усталёўваюцца ўкладышы падшыпнікаў правільнай таўшчыні. Для маркіроўкі таўшчыні ўкладышаў падшыпнікаў служаць каляровыя кропкі на ўкладышы падшыпніка. Прыналежнасць укладышаў падшыпнікаў да блока цыліндраў адзначана побач з адпаведным падшыпнікам літарай.
| Літара на раме распредвала | Колер падшыпніка |
| R = | чырвоны |
| G = | жоўты |
| У = | сіні |
| S = | чорны |
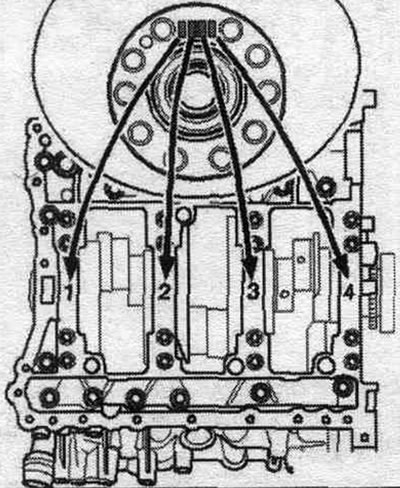
Прыналежнасць укладышаў падшыпнікаў рамы распредвала
На заводзе ў раму распредвала усталёўваюцца ўкладышы падшыпнікаў правільнай таўшчыні. Для маркіроўкі таўшчыні ўкладышаў падшыпнікаў служаць каляровыя кропкі на ўкладышы падшыпніка. Адпаведнасць укладышаў падшыпнікаў раме распредвалов адзначана літарамі на фланцы махавік. Для падшыпніка "1" прызначаная першая літара ў шэрагу, для падшыпніка "2" - другая і т.д.
| Літара на каленвале | Колер падшыпніка |
| R = | чырвоны |
| G = | жоўты |
| B = | сіні |
| S = | чорны |
Памеры коленвала
| Памер шліфавання | Шыйка карэннага падшыпніка коленвала, дыяметр у мм | Карэнная шыйка коленвала, дыяметр у мм |
| Намінальны памер | 65 000 - 0,022; 65,000 - 0,042 | 56 000 - 0,022; 56,000 - 0,042 |
Поршні і шатуны
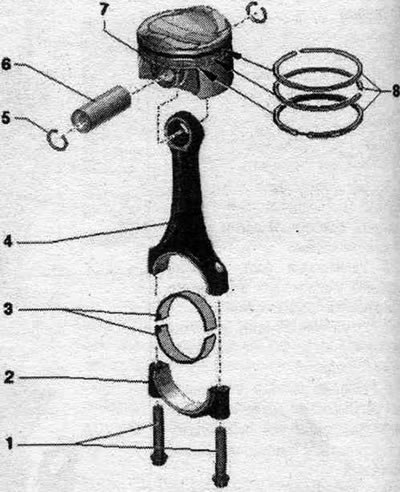
1. Ніты: замяніць, вышмараваць алеем разьбярства і паверхня прылягання; 50 Нм + 90°.
2. Вечка шатуна: пазначыць для паўторнай усталёўкі; пазначыць прыналежнасць да цыліндру і шатуна фарбай.
3. Укладышы падшыпніка: сачыць за трывалай пасадкай стопорных выступаў, былыя ва ўжыванні ўкладышы замяніць, для апрацаваных шатунных шыек коленвала маюцца рамонтныя ўкладышы; выступы шатун падшыпнікаў размяшчаюцца адзін над адным.
4. Шатун: замяняць толькі ўвесь камплект; пазначыць прыналежнасць да цыліндру і вечку шатуна фарбай; восевы зазор у кожнай шатуннай пары, новыя дэталі: 0,20...0,45 мм.
5. Стопарнае кольца: замяніць.
6. Поршневай палец.
7. Поршань: пазначыць монт. становішча і прыналежнасць да цыліндру; пры з'яўленні расколін і задиров на дно або спадніцы замяніць поршань.
8. Поршневыя кольцы: здымаць і ўсталёўваць з дапамогай стандартных кляшчоў для поршневых кольцаў; мант. становішча: маркіроўка "ТОР" або бок з надпісам накіраваны да дна поршня; развесці замкі па акружнасці праз 120°.
Мантажнае становішча поршня
Небяспека разбурэння пакрыцця дна поршня. Для правільнай наступнай усталёўкі былых у эксплуатацыі поршняў адзначыць фарбай адпаведнасць поршня цыліндру. Не наносіць насяканне кернером ці аналагічнымі прыладамі на дно поршня.
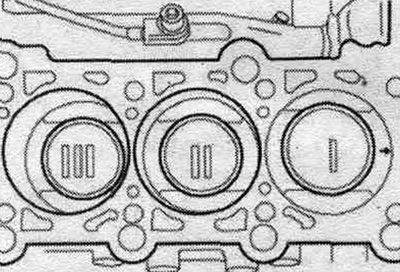
Мантажнае становішча: стрэлкі на днах поршняў звернутыя ў бок раменных шківаў.
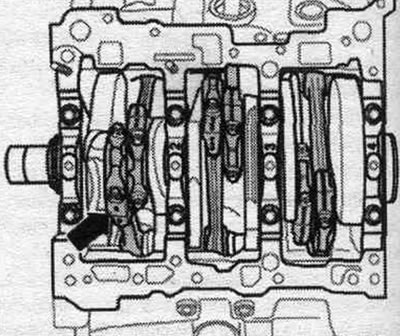
Пазначыць шатуны
Шатун замяняць толькі ў зборы. Прамаркіраваць фарбай для зваротнай зборкі шатуны і вечкі ніжніх галовак шатуноў для пазначэння іх адпаведнасці адзін аднаго і цыліндру "стрэлка".
Мантажнае становішча шатуна
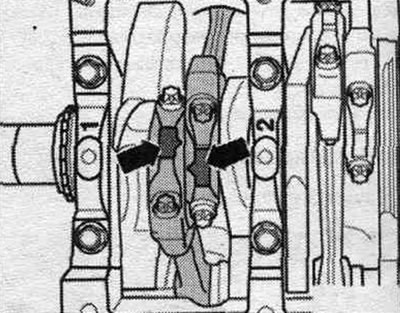
Плоскі "стрэлкі" на адшліфаваных паверхнях пар шатуноў "1 і 2", "3 і 4", а таксама "5 і 6" павінны быць звернутыя адзін да аднаго.
Алейная фарсунка астуджэння поршняў
1. Уставіць ніт з разьбовым лакам і зацягнуць момантам 9 Нм 2. Алейная фарсунка з клапанам (ціск адкрыцця 2...2,4 бар залішняга ціску).
Асцярожна! Небяспека пашкоджання алейных фарсунак. Алейныя фарсункі не выгінаць. Выгнутыя фарсункі для ўпырску алею падлягаюць замене.
(Першапачатковую крыніцу артыкула можна знайсці на сайце «audimanual»)