
Ak bol kľukový hriadeľ prebrúsený, skontrolujte, či okolo olejových otvorov nie sú otrepy. Odstráňte všetky nájdené otrepy pilníkom alebo škrabkou a dôkladne vyčistite otvory a kanály od triesok.
Pomocou mikrometra zmerajte priemer hlavných a ojničných čapov kľukového hriadeľa a porovnajte výsledky s technickými údajmi. Zmerajte krky v niekoľkých bodoch, ako v priemere, tak v dĺžke, čo vám umožní identifikovať oválnosť a zúženie, ak existuje.
Skontrolujte kontaktné plochy olejového tesnenia na každom konci kľukového hriadeľa, či nie sú opotrebované alebo inak poškodené. Ak je čap tesnenia veľmi opotrebovaný, možno bude potrebné vymeniť kľukový hriadeľ.
Opotrebenie čapu ojnice je charakterizované kovovými klepavými zvukmi, ktoré vznikajú pri zaťažení motora, pri nízkych otáčkach a znížením tlaku oleja.
Opotrebenie hlavných čapov kľukového hriadeľa sa vyznačuje silnými vibráciami motora a kovovým klepavým zvukom, ktorý sa zintenzívňuje so zvyšujúcimi sa otáčkami motora, ako aj poklesom tlaku oleja.
Aj keď hlavné a ojničné ložiská podliehajú výmene počas generálnej opravy motora, musia byť starostlivo skontrolované: ich chyby sa môžu použiť na posúdenie technického stavu motora.
Zlyhanie ložísk môže nastať v dôsledku nedostatočného mazania, nečistôt a cudzích častíc, preťaženia motora alebo korózie. Pred opätovnou montážou motora je potrebné odstrániť príčinu poruchy ložiska.
Ak chcete skontrolovať ložiská, vyberte ich a rozložte v rovnakom poradí, v akom boli namontované na motore. To vám umožní identifikovať zodpovedajúci čap kľukového hriadeľa a uľahčí vám riešenie problémov.
Cudzie častice sa môžu dostať do motora rôznymi spôsobmi. V motorovom oleji sa v dôsledku bežného opotrebovania motora objavujú kovové častice. Malé častice spolu s motorovým olejom sa môžu dostať do ložísk a ľahko preniknúť do jeho mäkkého materiálu. Väčšie častice vstupujúce do ložiska môžu poškriabať ložisko alebo čap kľukového hriadeľa. Aby sa predišlo zlyhaniu ložísk z tejto príčiny, je potrebné dôkladne vyčistiť všetky vnútorné povrchy motora a počas montáže ich udržiavať čisté. Odporúča sa dodržiavať požadovanú frekvenciu výmeny oleja a filtra.
Nedostatočné mazanie čapov kľukového hriadeľa môže byť spôsobené mnohými dôvodmi: vysoká teplota oleja, preťaženie motora, únik oleja atď.
Štýl jazdy ovplyvňuje aj životnosť ložísk. Keď je škrtiaca klapka úplne otvorená pri nízkych otáčkach kľukového hriadeľa motora, zaťaženie ložísk sa zvyšuje a olejový film sa vytláča z kontaktnej zóny. Vysoké zaťaženie vedie k vzniku trhlín v pracovnej časti ložiska, čo zase môže spôsobiť oddelenie antifrikčnej vrstvy od oceľovej základne.
Jazda na krátku vzdialenosť vedie ku korózii ložísk v dôsledku toho, že motor nedosahuje stabilnú prevádzkovú teplotu, pri ktorej sa eliminuje vodná para a korozívne plyny. Pary a plyny kondenzujú v motorovom oleji, vytvárajú kyseliny a usadeniny. Kyselina sa spolu s motorovým olejom dostáva k ložiskám a spôsobuje ich koróziu.
Nesprávny výber ložísk pri montáži motora sa tiež stáva príčinou ich zlyhania. V ložiskách inštalovaných s predpätím zostáva medzera, ktorá nestačí na zabezpečenie normálneho mazania trecích plôch.
Pri inštalácii kľukového hriadeľa je potrebné vziať do úvahy nasledujúce.
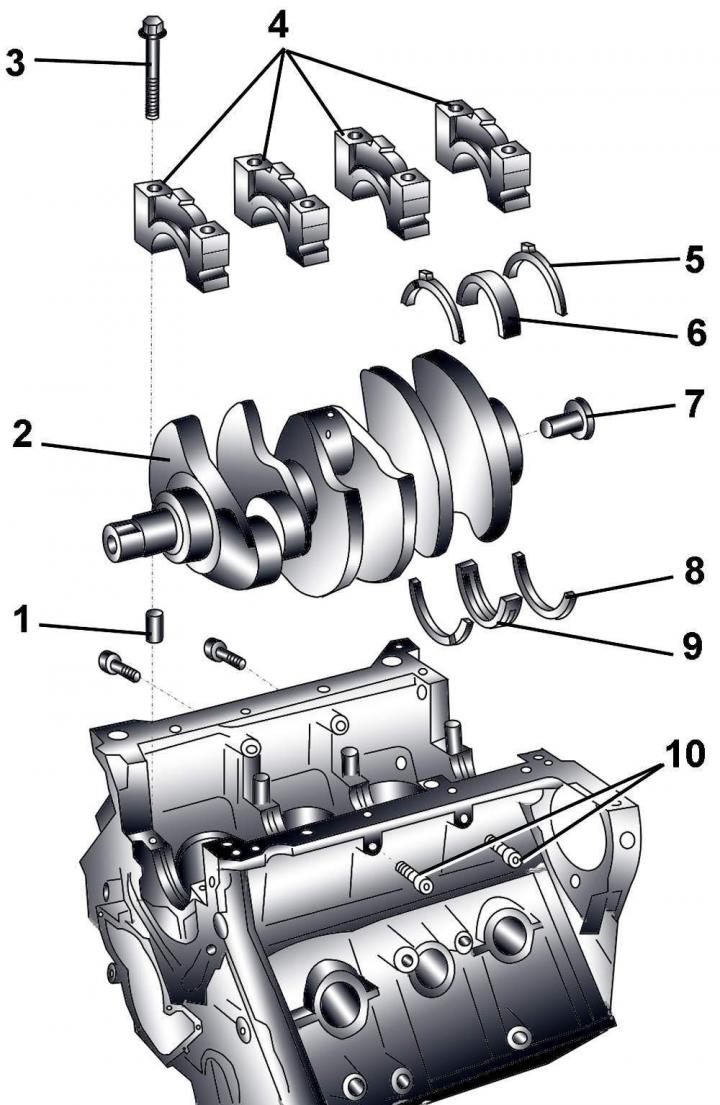
Kresba 3.1–70. Kľukový hriadeľ: 1 – centrovacie puzdro; 2 – kľukový hriadeľ; 3 – upevňovacie skrutky veka ložiska; 4 – uzávery ložísk; 5 – prítlačný polokrúžok; 6 – hlavná ložisková panva; 7 – Ložiskové puzdro, používané len s automatickou prevodovkou; 8 - prítlačný polokrúžok; 9 - hlavná ložisková panva s mazacou drážkou; 10 – skrutky
1. Strediace puzdro 1 (kresba 3.1–70) zaisťuje správnu montáž uzáverov hlavných ložísk.
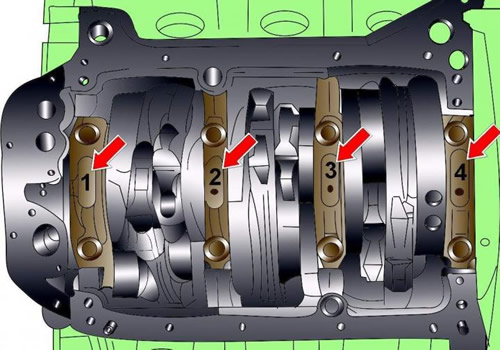
Kresba 3.1–71. Umiestnenie a číslovanie hlavných ložísk kľukového hriadeľa
2. Hlavné ložisko č. 1 je umiestnené na strane remenice a ložisko č. 4 je umiestnené na strane zotrvačníka (kresba 3.1–71).
3. Pri montáži je potrebné použiť nové skrutky 3 (pozri kresba 3.1–70).
4. Prítlačné polkrúžky 5 sú namontované iba na hlavnom ložisku č. 4.
Mazacie drážky prítlačných polkrúžkov musia smerovať von.
Na nastavenie axiálnej vôle kľukového hriadeľa sa používajú axiálne polkrúžky.
5. Vložka bez mazacej drážky sa inštaluje zo strany krytu ložiska.
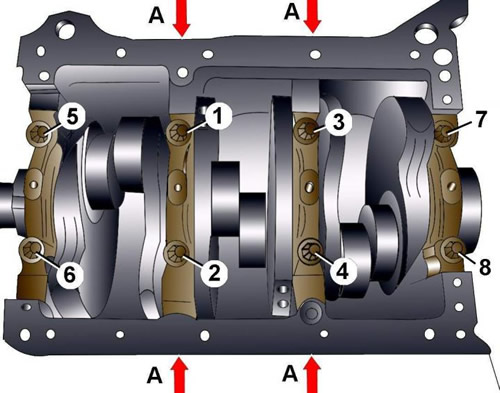
Kresba 3.1–72. Postupnosť uťahovania skrutiek veka hlavného ložiska
Upevňovacie skrutky veka hlavného ložiska sa uťahujú v poradí znázornenom na obrázku 3.1–72 v štyroch fázach:
- 1. - utiahnite bočné skrutky A ručne;
- 2. - utiahnite skrutky 1–8 až 60 Nm;
- 3. - dotiahnite skrutky 1–8 do uhla 90°;
- 4. - utiahnite bočné skrutky A krútiaci moment 25 Nm.
Meranie axiálnej a radiálnej vôle kľukového hriadeľa
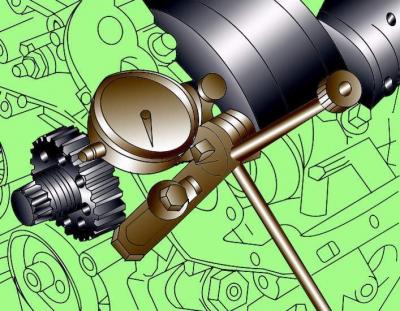
Kresba 3.1–73. Inštalácia držiaka s číselníkom na meranie axiálnej vôle kľukového hriadeľa
Namontujte konzolu s úchylkomerom na blok valcov motora tak, aby meracia špička ukazovateľa priliehala k protizávažiu kľukového hriadeľa (kresba 3.1–73).
Posuňte kľukový hriadeľ pozdĺž osi v jednom smere, kým sa nezastaví a nastavte ukazovateľ na 0. Posuňte kľukový hriadeľ pozdĺž osi v druhom smere, kým sa nezastaví a zaznamenajte hodnotu na ukazovateľ. Nominálna hodnota axiálnej vôle kľukového hriadeľa je 0,07–0,23 mm, maximálna prípustná hodnota je 0,25 mm.
Na meranie radiálnej vôle v ložiskách kľukového hriadeľa je potrebné použiť kalibrovanú plastovú tyč Plastigage.
Uvoľnite skrutky a odstráňte kryt a panvu hlavného ložiska. Vyčistite ložisko, kryt a čap kľukového hriadeľa.
Odrežte kus plastovej kalibrovanej tyče, ktorej dĺžka sa rovná šírke ložiska a umiestnite ju pozdĺž osi kľukového hriadeľa na čap hlavného ložiska.
Namontujte veko hlavného ložiska s vložkou a zaistite ho skrutkami utiahnutím na krútiaci moment 30 N·m. Neotáčajte kľukovým hriadeľom.
Uvoľnite skrutky a opäť odstráňte veko hlavného ložiska. Porovnajte šírku deformovanej plastovej tyče s mierkou vytlačenou na obale plastovej tyče. Na určenie radiálnej vôle použite mierku. Menovitá hodnota radiálnej vôle kľukového hriadeľa je 0,018–0,045 mm, maximálna prípustná hodnota je 0,10 mm.
(Pôvodná verzia článku je uverejnená na webovej stránke «audimanual.ru»)