
Ако је радилица поново брушена, проверите да ли има неравнина око отвора за уље. Уклоните све неравнине пронађене турпијом или стругачем и темељно очистите рупе и канале од струготина.
Помоћу микрометра измерите пречник главне и клипњаче радилице и упоредите резултате са техничким подацима. Измерите вратове на неколико тачака, како у пречнику тако и по дужини, то ће вам омогућити да идентификујете овалност и конус, ако их има.
Прегледајте контактне површине уљних заптивача на сваком крају радилице на хабање или друга оштећења. Ако је заптивач јако истрошен, можда ће бити потребно заменити радилицу.
Хабање рукавца клипњаче карактерише се металним куцањем који се јавља када мотор ради под оптерећењем, при малој брзини и смањењем притиска уља.
Хабање главних носача радилице карактерише јака вибрација мотора и метални звук куцања, који се појачава са повећањем броја обртаја мотора, као и смањењем притиска уља.
Чак и ако су главни и клипњачки лежајеви подложни замени током већег ремонта мотора, морају се пажљиво прегледати: по њиховим недостацима се може проценити техничко стање мотора.
До квара лежаја може доћи због недостатка подмазивања, прљавштине и страних честица, преоптерећења мотора или корозије. Узрок квара лежаја мора бити елиминисан пре поновног састављања мотора.
Да бисте прегледали лежајеве, уклоните их и поставите истим редоследом којим су уграђени на мотор. Ово ће вам омогућити да идентификујете одговарајући рукавац радилице и олакшате решавање проблема.
Стране честице могу ући у мотор на различите начине. Металне честице се појављују у моторном уљу као резултат нормалног хабања мотора. Мале честице заједно са моторним уљем могу ући у лежајеве и лако продрети у његов меки материјал. Веће честице које улазе у лежиште могу изгребати њега или рукавац радилице. Да бисте спречили квар лежаја због овог узрока, потребно је темељно очистити све унутрашње површине мотора и одржавати их чистима током монтаже. Препоручљиво је поштовати потребну учесталост замене уља и филтера.
Недовољно подмазивање рукаваца радилице може бити узроковано многим разлозима: висока температура уља, преоптерећење мотора, цурење уља итд.
Стил вожње такође утиче на дуговечност лежајева. Када је вентил за гас потпуно отворен при малим брзинама радилице мотора, оптерећење на лежајевима се повећава и уљни филм се истискује из зоне контакта. Велика оптерећења доводе до појаве пукотина у радном делу лежаја, што заузврат може проузроковати одвајање антифрикционог слоја од челичне основе.
Вожња на кратким растојањима доводи до корозије лежајева због тога што мотор не постиже стабилну радну температуру где се елиминишу водена пара и корозивни гасови. Паре и гасови се кондензују у моторном уљу, формирајући киселину и седимент. Киселина, заједно са моторним уљем, долази до лежајева и изазива њихову корозију.
Неправилан избор лежајева током монтаже мотора такође постаје узрок њиховог квара. У лежајевима уграђеним са преднапрезањем, остаје зазор који није довољан да обезбеди нормално подмазивање површина које трљају.
Приликом уградње радилице мора се узети у обзир следеће.
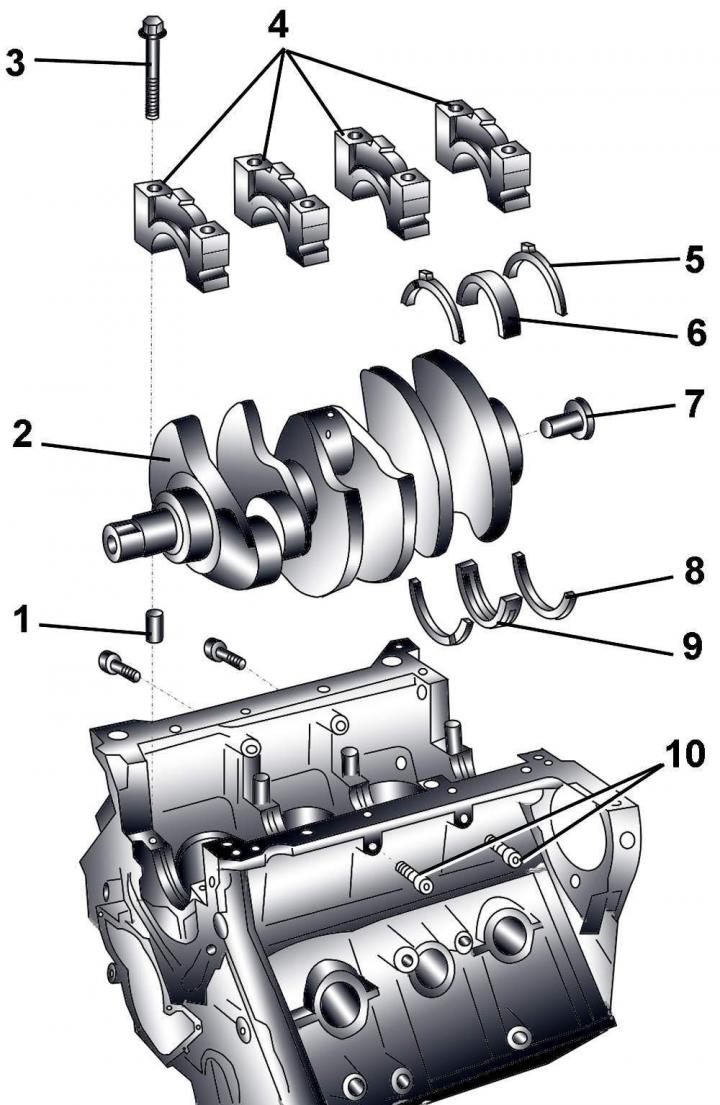
Цртање 3.1–70. Радилица: 1 – чаура за центрирање; 2 – радилица; 3 – завртњи за причвршћивање поклопца лежаја; 4 – поклопци лежаја; 5 – потисни полупрстен; 6 – шкољка главног лежаја; 7 – Чаура лежаја, користи се само са аутоматским мењачем; 8 - полупрстен за потисак; 9 - шкољка главног лежаја са жлебом за подмазивање; 10 – вијци
1. Централна чаура 1 (Цртање 3.1–70) обезбеђује исправну монтажу капица главних лежајева.
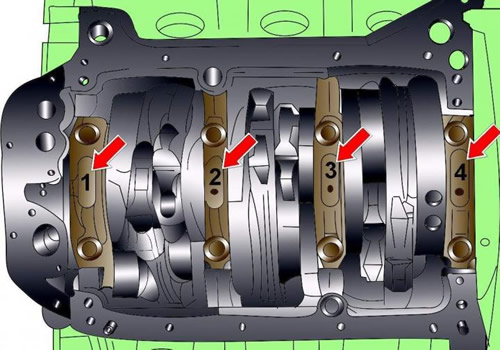
Цртање 3.1–71. Положај и нумерисање главних лежајева радилице
2. Главни лежај бр. 1 налази се на страни ременице, а лежај бр. 4 на страни замајца (сл. 3.1–71).
3. Приликом уградње потребно је користити нове завртње 3 (види Цртање 3.1–70).
4. Потисни полупрстенови 5 су уграђени само на главни лежај бр. 4.
Жлебови за подмазивање потисних полупрстенова морају бити усмерени ка споља.
Потисни полупрстенови се користе за подешавање аксијалног зазора радилице.
5. Уметак без жлеба за подмазивање се поставља са стране поклопца лежаја.
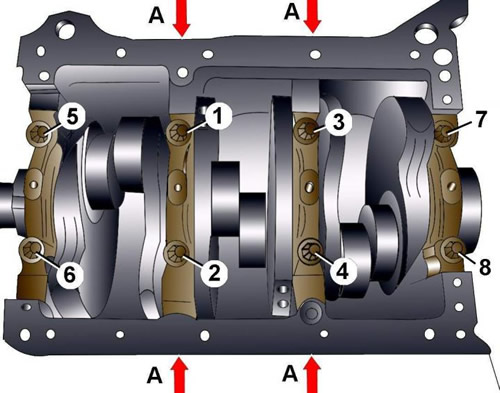
Цртање 3.1–72. Редослед затезања вијака поклопца главног лежаја
Завртњи за причвршћивање поклопца главног лежаја се затежу редоследом приказаним на слици 3.1–72, у четири фазе:
- 1. - затегните бочне завртње А руком;
- 2. - затегните завртње 1–8 до 60 Нм;
- 3. - затегните завртње 1–8 под углом од 90°;
- 4. - затегните бочне завртње А обртни момент од 25 Нм.
Мерење аксијалних и радијалних зазора радилице
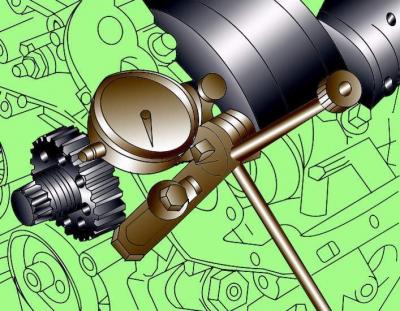
Цртање 3.1–73. Уградња носача са индикатором за мерење аксијалног зазора радилице
Инсталирајте на блоку цилиндара мотора носач са индикатором временске типа, тако да мерни тип индикатора одмарао за разлику од коленчатого вратила (слика. 3.1–73).
Померите радилицу дуж осе у једном смеру док се не заустави и поставите индикатор на 0. Померите радилицу дуж осе у другом смеру док се не заустави и забележите вредност на индикатору. Номинална вредност аксијалног зазора радилице је 0,07-0,23 мм, максимално дозвољена вредност је 0,25 мм.
За мерење радијалног зазора у лежајевима радилице потребно је користити калибрирану пластичну шипку Plastigage.
Отпустите завртње и уклоните поклопац и шкољку главног лежаја. Очистите лежај, поклопац и рукавац радилице.
Одрежите комад пластичне калибрисане шипке, чија је дужина једнака ширини лежаја, и поставите га дуж осе радилице на рукавац главног лежаја.
Уградите поклопац главног лежаја са облогом и причврстите га вијцима, затегните на обртни момент од 30 Нм. Не окрећите радилицу.
Отпустите завртње и поново уклоните поклопац главног лежаја. Упоредите ширину деформисане пластичне шипке са мерном скалом одштампаном на амбалажи пластичне шипке. Користите скалу да одредите радијални зазор. Номинална вредност радијалног зазора радилице је 0,018–0,045 мм, максимална дозвољена вредност је 0,10 мм.