
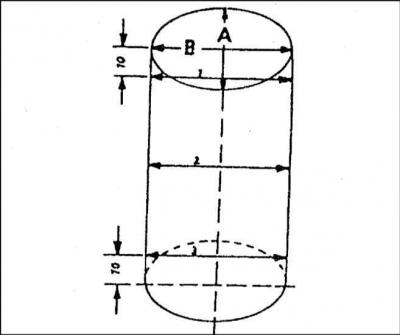
1. The cylinder should be measured in directions A and B. In addition, measurements should be taken at a distance of 10 mm from the top edge, 10 mm from the bottom edge and in the middle part, i.e. at levels 1, 2 and 3. In total, six measurements should be taken on each cylinder. All measured values should be recorded and compared with those given in the Specifications.
2. It should be borne in mind that all cylinders will have to be bored, even if the dimensions of one of the cylinders are not within the norm. A deviation of 0.8 mm from the nominal value is permissible. The repair dimensions of the pistons are indicated in the Specifications.
3. The final cylinder size is determined by measuring the piston diameter, which is taken 10 mm from the lower edge of the piston skirt and in the right corner of the piston pin hole.
4. Then add the piston clearance of 0.03 mm to this size. In addition, add 0.02 mm for cylinder honing.
5. To check the piston clearance in the cylinder, measure the piston and cylinder as described above and calculate the difference between these values. If the result exceeds 0.08 mm, the cylinders must be bored, since the clearance has reached the wear limit.