
Пре доношења одлуке о поправци, потребно је дијагностиковати стање упаривања јединица. По правилу, дијагноза се спроводи индиректним знацима као што су; повећана бука, вибрације, потрошња уља, пробијање гасова из картера итд. За бољу дијагностику, агрегат мора бити растављен, делови опрани, прегледани и подвргнути микромерирању. На основу резултата прегледа и микромерирања, доноси се одлука о наставку рада без поправке или о извршењу поправке. У овом случају, треба се руководити следећим разматрањима: ако су стварне димензије делова унутар толеранцијских поља дозвољених овим приручником, онда је могућ наставак рада јединице без поправке; ако су димензије ван толеранције, онда су потребне поправке. Проширења поља толеранције дата у овом приручнику. треба схватити као могућност коришћења преосталог ресурса јединице без обнављања интерфејса.У случају поправке јединице, када се интерфејси обнављају, није дозвољено проширење поља толеранције изнад номиналних.
Технологија поправке се обично дели у четири главне фазе рада:
- 1. Демонтажа-прање.
- 2 Контрола сортирања.
- 3. Стварно поправити рестаурацију микро и макрогеометрије површина делова и физичко-механичких својстава.
- 4. Монтажа са претходном контролом делова који долазе на монтажу.
Операције демонтажног прања се изводе у неколико фаза – спољашње прање јединице, поддемонтажа, прање чворова, демонтажа на делове, прање и чишћење делова Сви делови морају бити темељно очишћени од прљавштине и наслага угљеника пре контроле-сортирања, одмашћени, опрати и осушити.
Очистите уљне канале и рупе у деловима, исперите под притиском и издувајте компримованим ваздухом.
Детаље и легуре алуминијума и цинка није дозвољено прати у алкалним растворима који се користе за прање делова од челика и ливеног гвожђа, пошто се алуминијум и цинк растварају у алкалијама.
У процесу провере делова спољним прегледом откривају се ломови, пукотине, удубљења, шкољке и друга оштећења. У критичним деловима, присуство пукотина се проверава помоћу детектора недостатака. Димензије делова морају се контролисати на местима највећег хабања. Зуби зупчаника се троше неравномерно, стога, приликом њихове провере, треба измерити најмање три зуба, смештена приближно под углом од 120°. С обзиром на потребу да се гарантује рад зупчаника током читавог ремонтног рада, није дозвољено љуштење на зупцима и ломљење радне површине зубаца заморне природе.
Монтажне јединице као што су: клипњача са поклопцем клипњаче, блок цилиндра са поклопцима главних лежајева, мењач и зупчаници крајњег погона не смеју се демонтирати. Преостале монтажне јединице се могу демонтирати, али ако се донесе одлука о наставку рада спојних елемената без поправке, онда их није препоручљиво демонтирати.
У свим случајевима поправке делова заваривањем и наваривањем, заварени шав мора имати инклузије шљаке, непроверене површине, подрезе и друге недостатке. Након заваривања, очистите шав. Уклоните металне прогибе тако да не ометају уградњу спојних делова.
Рупе са истрошеним или оштећеним навојем обнављају се урезивањем навоја повећане величине за поправку, заваривањем рупе са накнадним навојем номиналне величине, одвијачима за подешавање и спиралним навојним уметцима. Употреба навојних уметака је пожељнија из разлога квалитета рестаурације и трошкова рада.
Уметак је еластична спирала од ромбичне жице. На једном крају спирале је савијен технолошки поводац помоћу којег се уметак умотава у претходно припремљену рупу.
Технолошки процес поправке навојне рупе помоћу спиралног уметка обухвата следеће операције: бушење неисправне рупе до одређене величине, урезивање навоја у њој која одговара величини спиралног уметка, увртање спиралног уметка и одвајање технолошког улошка. возач дуж усјека.
У табели су приказане величине рупа и навоји за спиралне уметке који се користе у поправци аутомобилских делова.
Табела величина за бушење и урезивање за спиралне уметке
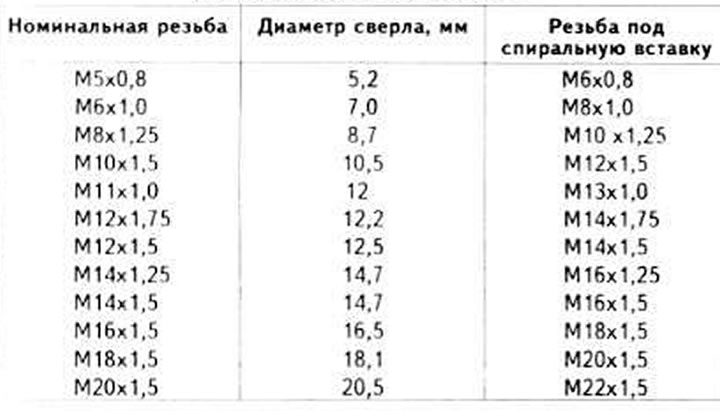
За поправку навојних рупа са спиралним уметцима производи се посебан комплет који укључује: уметке, бушилице, специјалне славине, кључеве за увртање уметака, шипке за сечење технолошког поводца.
Делови предати на монтажу морају бити чисти и суви.
Навојне везе морају бити неоштећене. Једнократни самоблокирајући причвршћивачи са навојем морају се заменити новим.Уколико није могуће користити нове самоблокирајуће причвршћиваче, при уградњи старих морају се додатно блокирати од окретања.
Приликом склапања, поставите нове заптивке и заптивке. Током монтаже, подмазати површине за трљање делова чистим уљем. Када постављате гумене заптивке, подмажите радну површину манжетне како бисте избегли оштећење током уградње. Приликом уградње уљних заптивки са металним кућиштем, подмазати утичницу испод уљне заптивке танким слојем заптивача.
Саставите јединице и склопове у складу са овим приручником.
Користећи мерни алат, проверите димензије делова који се уклапају пре састављања.
Приликом склапања делова који имају покретно налегање у пару, мора се обезбедити њихово слободно релативно кретање, без заглављивања. Уградите чауре, прстенове кугличних и ваљкастих лежајева помоћу трна. Приликом притискања лежајева сила се не сме преносити преко куглица или ваљака. Алати за пресовање морају бити наслоњени на прстен који се притиска. Сила притиска мора да одговара оси лежаја како би се избегло неусклађеност прстенова.
Ако се, према условима монтаже, уградња критичних делова врши ударцем чекића, потребно је користити трнове и чекиће од обојених метала, пластике, гуме, као и уређаје за пресовање делова.
Кључеви морају бити чврсто постављени у уторе осовине помоћу чекића или трна од обојених метала. Игра кључева у жлебовима вратила није дозвољена.
Завртњи морају бити чврсто зашрафљени у рупе са навојем без отвора. Детаље треба слободно ставити на клинове. Савијање вијака приликом уградње делова на њих није дозвољено, причвршћивање склопа или дела са неколико навртки или вијака треба извршити равномерно по ободу - прво прелиминарно, а затим на крају. Све матице или вијци истог споја морају бити затегнути истим моментом.
У сваком случају. предвиђено упутством, потребно је користити тастере који омогућавају ограничавање обртног момента.
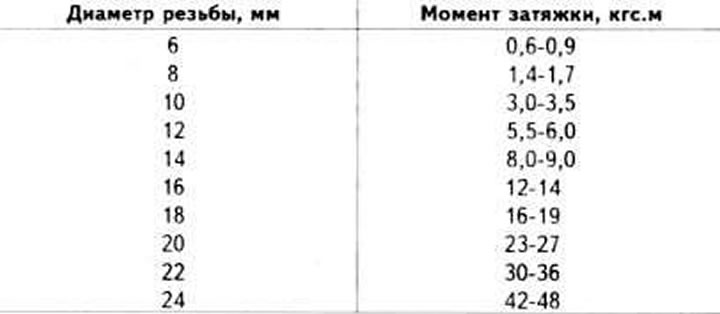
Моменти затезања навојних спојева, осим ако нису посебно наведени у техничким спецификацијама, одређују се у зависности од пречника навоја у складу са табелом.
Табела момента затезања за навојне спојеве
Вијак мора да вири из матице (осим у посебним случајевима) два или три конца конца.
Утикачи не смеју да вире из утора навртки. Крајеви клинова морају бити одвојени и савијени - један за вијак, а други за матицу.
Издувајте цеви довода горива и кочионог актуатора компримованим ваздухом током монтаже.
Коментари посетилаца