
Зміст: Розрахунок максимально допустимого… ↓ Приклад для впускного клапана ↓ Доробка впускного клапана ↓ Доробка сідла випускного клапана ↓
Якщо в ході притирання не досягнуто потрібної якості контактного поясу сідла клапана, то сідло потрібно доопрацювати.
Інструкції. При ремонті двигунів з негерметичними клапанами недостатньо просто доопрацювати або замінити сідла клапанів та клапани. Необхідно перевірити ступінь зношування напрямних втулок клапанів, особливо в двигунах з тривалим терміном служби. Сідла клапанів слід допрацьовувати лише настільки, щоб досягти бездоганного посадкового пояска. Перед доопрацюванням слід розрахувати максимально допустимий припуск на доопрацювання. При перевищенні припуску та доопрацювання може бути порушена функція гідравлічного регулювання зазору у приводі клапанів (гідрокомпенсаторів), що спричинить заміну ГБЦ.
Розрахунок максимально допустимого припуску на доопрацювання
Вставити клапан і притиснути його до сідла. Якщо клапан при ремонті замінюється, то при вимірі слід використовувати новий клапан.
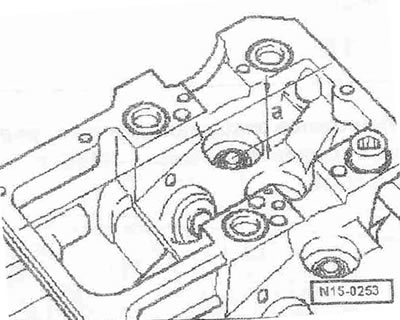
Виміряти штангенглибиномером відстань "а" між торцем клапана та верхньою поверхнею ГБЦ. Виходячи з виміряної відстані та мінімального розміру розрахувати максимально допустимий припуск на доопрацювання. Мінімальний розмір для клапана впуску: 43,4 мм. Мінімальний розмір випускного клапана: 43,2 мм. Виміряна відстань мінус мінімальний розмір = максимально допустимий припуск доопрацювання.
Приклад для впускного клапана
- Виміряна відстань: 44,1 мм
- Мінімальний розмір: 43,4 мм
- Максимально допустимий припуск на доопрацювання = 0,7 мм
Інструкції. Якщо максимально допустимий припуск на доопрацювання дорівнює 0 мм або менше 0 мм, повторіть вимірювання з новим клапаном. Якщо результат, як і раніше, дорівнює 0 мм або менше 0 мм, ГБЦ слід замінити.
Доробка впускного клапана
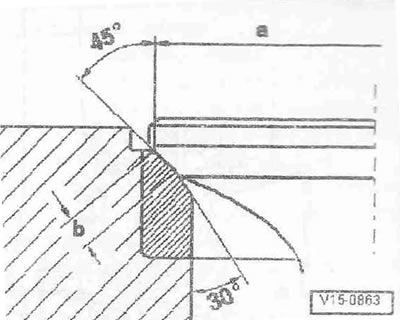
a. 35,7 мм
b. 1,6 мм
45° - Кут фаски сідла клапана
30° - Верхній коригувальний кут
Інструкції. Розрахувати максимально допустимий припуск на доопрацювання — Символ, який визначає позицію ілюстрації. Фаска сідла клапана 30° абсолютно необхідна за умовами організації потоку у впускному каналі.
Доробка сідла випускного клапана
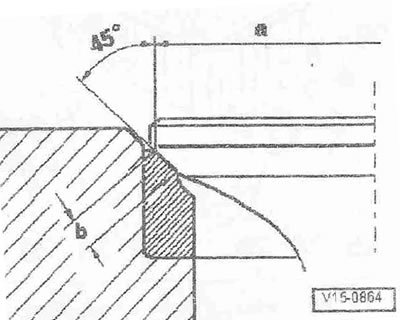
a. 31,4 мм
b. 2,7 мм
45° - Кут фаски сідла клапана
30° - Верхній коригувальний кут
[Стаття являє собою передрук матеріалу з: audimanual]