
Змест: Разлік максімальна дапушчальнага… ↓ Прыклад для впускнога клапана ↓ Дапрацоўка впускнога клапана ↓ Дапрацоўка сядла выпускнога клапана ↓
Калі падчас прыціркі не дасягнута патрэбная якасць кантактнага паяска сядла клапана, тое сядло трэба дапрацаваць.
Інструкцыя. Пры рамонце рухавікоў з негерметычнымі клапанамі нядосыць проста дапрацаваць або замяніць сядлы клапанаў і клапаны. Неабходна праверыць ступень зносу накіроўвалых утулак клапанаў, асабліва ў рухавіках з працяглым тэрмінам службы. Сядла клапанаў варта дапрацоўваць толькі настолькі, каб дасягнуць бездакорнага пасадкавага паяска. Перад дапрацоўкай трэба разлічыць максімальна дапушчальны прыпуск на дапрацоўку. Пры перавышэнні припуску але дапрацоўку можа быць парушана функцыя гідраўлічнага рэгулявання зазору ў прывадзе клапанаў (гідракампенсатараў), што пацягне за сабой замену ГБЦ.
Разлік максімальна дапушчальнага прыпуску на дапрацоўку
Уставіць клапан і моцна прыціснуць яго да сядла. Калі клапан пры рамонце замяняецца, то пры вымярэннях варта выкарыстоўваць новы клапан.
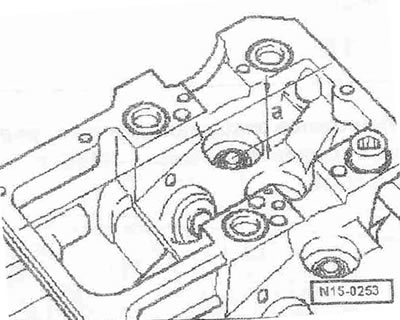
Вымераць штангенглыбінамерам адлегласць "а" паміж тарцом клапана і верхняй паверхняй ГБЦ. Зыходзячы з вымеранай адлегласці і мінімальнага памеру разлічыць максімальна дапушчальны прыпуск на дапрацоўку. Мінімальны памер для впускнога клапана: 43,4 мм. Мінімальны памер для выпускнога клапана: 43,2 мм. Вымераная адлегласць мінус мінімальны памер = максімальна дапушчальны прыпуск на дапрацоўку.
Прыклад для впускнога клапана
- Вымераная адлегласць: 44,1 мм
- Мінімальны памер: 43,4 мм
- Максімальна дапушчальны прыпуск на дапрацоўку = 0,7 мм
Інструкцыя. Калі максімальна дапушчальны прыпуск на дапрацоўку роўны 0 мм ці менш 0 мм, паўтарыць вымярэнне з новым клапанам. Калі вынік па-ранейшаму роўны 0 мм ці меней 0 мм, ГБЦ варта замяніць.
Дапрацоўка впускнога клапана
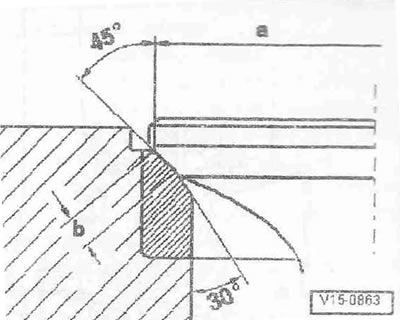
a. 35,7 мм
b. 1,6 мм
45° - Кут фаскі сядла клапана
30° - Верхні карэкціровачны кут
Інструкцыя. Разлічыць максімальна дапушчальны прыпуск на дапрацоўку - Сімвал, які вызначае пазіцыю ілюстрацыі. Фаска сядла клапана ў 30° абсалютна неабходна па ўмовах арганізацыі струменя ва впускным канале.
Дапрацоўка сядла выпускнога клапана
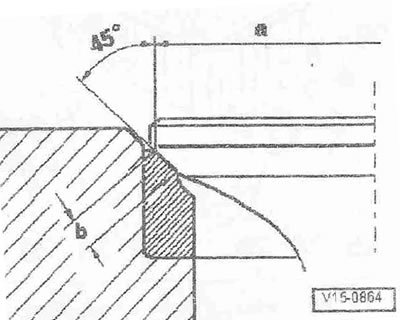
a. 31,4 мм
b. 2,7 мм
45° - Кут фаскі сядла клапана
30° - Верхні карэкціровачны кут
[Поўная версія размешчана на рэсурсе: AUDIMANUAL]