
Ако је радилица брушена, проверите да ли има неравнина око рупа за уље. Уклоните све неравнине пронађене турпијом за иглу или стругачем и пажљиво очистите рупе и канале од струготина.
Помоћу микрометра измерити пречник главног и клипњачког рукавца радилице и упоредити резултате са техничким подацима. Вратови се мере на неколико тачака и по пречнику и по дужини, што ће открити овалност и конус, ако их има.
Проверите контактне површине заптивке на сваком крају радилице да ли су истрошене или друга оштећења. Ако је рукавац јако истрошен од заптивке, можда ће бити потребно заменити радилицу.
Хабање рукавца клипњаче карактерише метални удари током рада мотора, посебно под оптерећењем, при малим брзинама и смањење притиска уља.
Хабање рукаваца радилице карактерише јака вибрација мотора и метални звук који се повећава са повећањем броја обртаја мотора, као и смањењем притиска уља.
Чак и ако се главни и клипњачки лежајеви замене током ремонта мотора, морају се пажљиво испитати: по њиховим недостацима се може проценити техничко стање мотора.
Лежај може покварити због недостатка подмазивања, контаминације, страних честица, преоптерећења мотора или корозије. Узрок квара лежаја се мора отклонити пре поновног састављања мотора.
Да бисте прегледали лежајеве, уклоните их и распоредите истим редоследом којим су уграђени на мотор. Ово ће идентификовати одговарајући рукавац радилице и олакшати решавање проблема.
Стране честице могу ући у мотор на различите начине. Металне честице се појављују у моторном уљу као резултат нормалног хабања мотора. Мале честице заједно са уљем могу ући у лежајеве и лако продрети у њихов меки материјал. Веће честице могу изгребати лежај или рукавац радилице. Да бисте спречили квар лежаја из овог узрока, темељно очистите све унутрашње површине мотора и одржавајте их чистима приликом поновног састављања мотора. Такође се препоручује да се поштују потребни интервали замене уља и филтера.
Недовољно подмазивање рукаваца радилице може бити узроковано многим разлозима: висока температура уља, преоптерећење мотора, цурење уља итд.
Начин на који возите аутомобил такође утиче на животни век лежаја. Када је гас потпуно отворен при малој брзини мотора, оптерећење на лежајевима се повећава и уљни филм се истискује из зоне контакта. Велика оптерећења доводе до појаве пукотина у радном делу лежаја, што заузврат може проузроковати одвајање антифрикционог слоја од челичне основе.
Вожња на кратким растојањима доводи до корозије лежајева као резултат тога што мотор не постиже стабилизовану радну температуру која уклања водену пару и корозивне гасове. Кондензујући се у моторном уљу, формирају киселину и муљ. Киселина, заједно са моторним уљем, улази у лежајеве и изазива корозију.
Неправилан избор лежајева током монтаже мотора такође узрокује квар лежаја. Преднапрегнути лежајеви остављају недовољан зазор да би се обезбедило адекватно подмазивање.
Приликом уградње радилице, размотрите следеће.
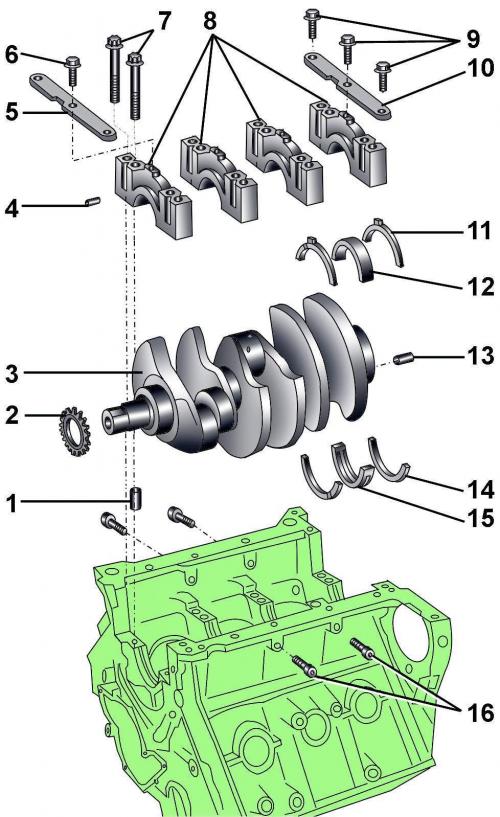
Сл. 3.3–47. Радилица: 1 - центрирна чаура; 2 - ланчаник; 3 - радилица; 4 - клин за лоцирање; 5 - сталак; 6 - вијак, 22 Нм; 7 – вијци за причвршћивање поклопаца лежајева; 8 - поклопац лежаја; 9 - вијак, 22 Нм; 10 - сталак; 11 - упорни полупрстен; 12 – уметак главног лежаја; 13 - пин; 14 - упорни полупрстен; 15 – уметак главног лежаја; 16 - вијци
Потисните полупрстенове 11 и 14 (пиринач. 3.3–47) уграђени су само на четврти главни лежај и служе за подешавање аксијалног зазора радилице.
Жлебови за подмазивање потисних полупрстенова морају бити усмерени ка споља.
Уметак 12 без уљног жлеба је уграђен са стране поклопца лежаја.
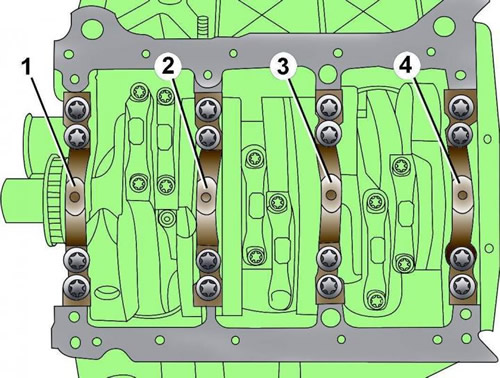
Сл. 3.3–48. Локација и нумерисање главних лежајева радилице
Главни лежај #1 је на страни ременице, а лежај #4 је на страни замајца (пиринач. 3.3–48).
Приликом уградње потребно је користити нове вијке за причвршћивање поклопаца лежајева.
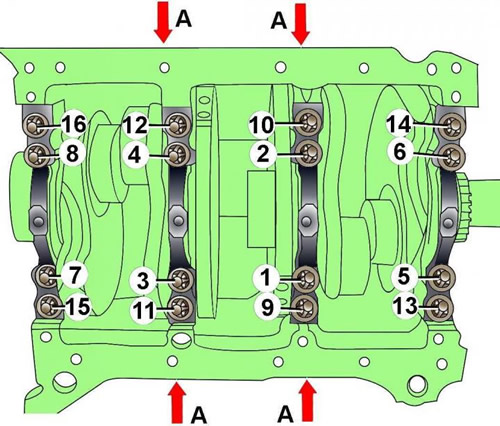
Сл. 3.3–49. Редослед затезања вијака поклопца главног лежаја
Завртњи за причвршћивање поклопаца корених лежајева се затегну редоследом приказаним на цртежу 3.3-49, у пет фаза:
- 1. - затегните завртње 1–8 до 60 Нм;
- 2. - затегните вијке 1–8 под углом од 90°;
- 3. - затегните завртње 9–16 до 60 Нм;
- 4. - затегните завртње 9–16 под углом од 90°;
- 5. - затегните завртње А обртним моментом од 28 Нм
Мерење аксијалних и радијалних зазора радилице
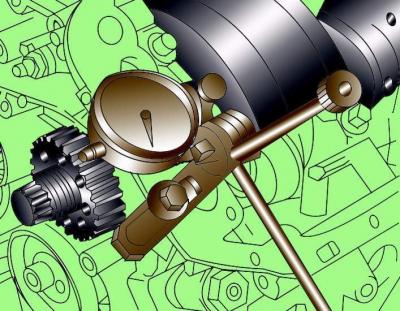
Сл. 3.3–50. Уградња носача са индикатором за мерење аксијалног зазора радилице
Поставите држач са индикатором на блок мотора тако да мерни врх индикатора лежи на противтежи радилице (пиринач. 3.3–50).
Померите радилицу дуж осе на једну страну док се не заустави и подесите индикатор на 0. Померите радилицу дуж осе на другу страну док се не заустави и фиксирајте вредност коју показује индикатор. Номинална вредност аксијалног зазора радилице је 0,090-0,251 мм, максимална дозвољена вредност је 0,30 мм.
За мерење радијалног зазора у лежајевима радилице, мора се користити калибрисана Пластигаге пластична шипка.
Одврните завртње и уклоните поклопац главног лежаја и главни лежај. Очистите лежај, поклопац и рукавац радилице.
Одрежите комад пластичне калибриране шипке, чија је дужина једнака ширини лежаја, и положите га дуж осе радилице на главни лежај.
Поставите поклопац лежаја са чауром и причврстите га вијцима, затегните их обртним моментом од 30 Нм. Немојте окретати радилицу док то радите.
Одврните завртње и поново уклоните поклопац главног лежаја. Упоредите ширину деформисане пластичне шипке са мерном скалом одштампаном на паковању пластичне шипке. На скали одредите радијални зазор. Номинална вредност радијалног зазора радилице је 0,018–0,045 мм, максимална дозвољена вредност је 0,10 мм.
Коментари посетилаца