
Затем производится комплектование деталей и подсборка отдельных групп деталей и узлов.
Если износ шеек коленчатого вала не превышает допустимого, то он комплектуется с вкладышами подшипников номинального размера. Если износ коренных и шатунных шеек коленчатого вала больше допустимого, то он комплектуется коренными и шатунными вкладышами увеличенной толщины одного из ремонтных размеров, определяемых по наиболее изношенной из коренных и из шатунных шеек. При этом производится перешлифовка коренных и шатунных шеек вала под размеры соответствующих комплектов ремонтных вкладышей (см. Приложение 1).
При невозможности ремонта коленчатого вала он заменяется на новый и комплектуется вкладышами номинального размера, а перед установкой в блок цилиндров производится его балансировка в сборе с маховиком и сцеплением.
При установке сцепления на маховик для его центрирования в запрессованный в торце коленчатого вала подшипник вставляют специальную оправку, или первичный вал коробки передач.
При установке коленчатого вала смазываются моторным маслом и устанавливаются в гнезда блока цилиндров и крышек вкладыши коренных подшипников, затем укладывается коленчатый вал, устанавливаются в пазы упорные полукольца и крепятся крышки коренных подшипников.
При необходимости замены деталей поршневой группы производится подбор поршней к цилиндрам (гильзам) по размерам таким образом, чтобы между гильзой и поршнем обеспечивался оптимальный зазор, равный 0,05—0,07 мм. Для этого производится измерение цилиндра в нескольких поясах по высоте в двух взаимно перпендикулярных направлениях с помощью индикаторного нутромера (рис. 208). Глубина поясов для замера цилиндров двигателей приведена в табл. 6.
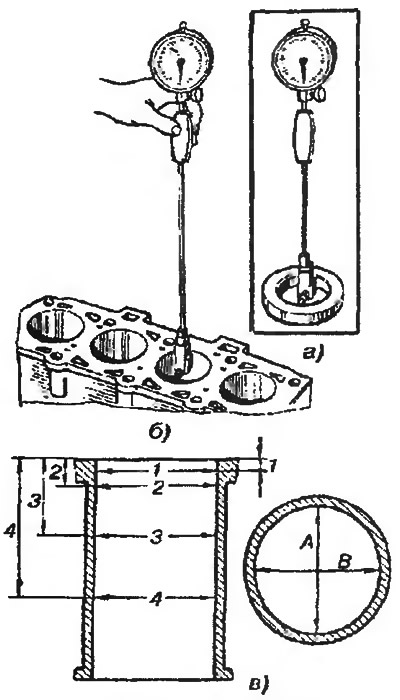
Рис. 208. Измерение цилиндров индикаторным нутромером: а - установка нутромера на ноль по калибру, б - проведение замера, в - пояса замеров; А и В - направления измерений; 1, 2, 3, 4 - номера поясов
Таблица 6. Пояса для замеров цилиндров двигателей
| № пояса замера | Глубина пояса замера от верхней плоскости блока (гильзы) цилиндров двигателей, мм, моделей | |||
| ВАЗ-2108 | МеМЗ-245 | ВАЗ-2105, -2106 | УЗАМ-331, -412 | |
| 1 | 5 | 10 | 5 | 10 |
| 2 | 15 | 53 | 15 | 50 |
| 3 | 45 | 77 | 50 | 100 |
| 4 | 80 | — | 90 | 125 |
Установка нутромера на ноль при измерении диаметра цилиндров производится с помощью калибра. Измерение диаметра поршня производится только в плоскости, перпендикулярной поршневому пальцу на расстоянии от днища поршня 51,5 мм у двигателя ВАЗ-2108, 52, 4 мм — у двигателя ВАЗ-2106 и на расстоянии 22,5 мм от нижнего торца юбки поршня — у двигателей УЗАМ-331 и -412. Подбор поршней к цилиндрам производится без поршневых колец при комнатной температуре. Помимо размеров поршни, устанавливаемые на один двигатель, должны подбираться по массе. Массы самого легкого и самого тяжелого поршней на двигателе не должна различаться более чем на 2,5...3,0 г, в связи с чем поршни при изготовлении сортируются по массе на соответствующие группы и имеют необходимую маркировку.
В одном цилиндре должны быть установлены поршень, поршневые кольца, палец и шатун одной размерной группы. Массы поршневых комплектов (поршень, поршневой палец, поршневые кольца и шатун) разных цилиндров одного двигателя не должны различаться между собой по массе более чем на 8 г. Шатуны, устанавливаемые на один двигатель, также не должны отличаться по массе более чем на 8 г. При необходимости замены одного шатуна производится его подгонка по массе путем снятия металла с бобышек на крышке и головке шатуна.
Поршневые пальцы подбираются к поршням и шатунам таким образом, чтобы при комнатной температуре на двигателях ВАЗ смазанный моторным маслом палец входил нажимом большого пальца в отверстие поршня (рис. 209, а) и не выпадал из него под действием собственной массы (рис. 209, б), а в головку шатуна входил с натягом, после нагрева шатуна до 240°C. На остальных двигателях поршневой палец должен от усилия пальца руки входить в верхнюю головку шатуна (рис. 210), а в отверстие поршня входить после нагрева последнего в воде до 60...85°C.
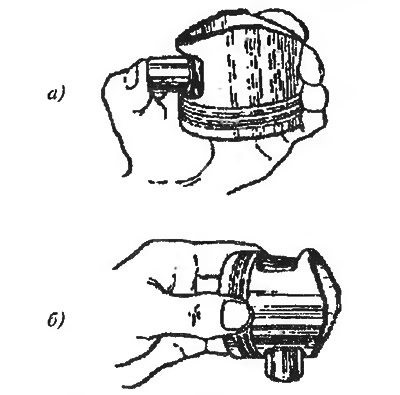
Рис. 209. Установка поршневого пальца (а) и проверка его посадки (б)
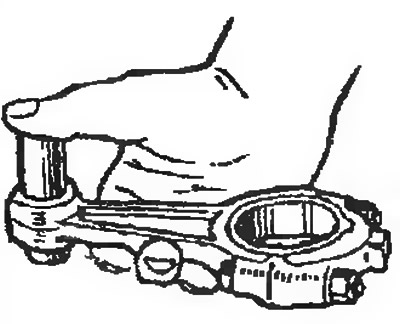
Рис. 210. Проверка правильности подбора поршневого пальца к втулке малой головки шатуна
После подбора поршней, пальцев и шатунов производится их сборка с нагревом, как отмечалось выше, соответственно шатуна (двигатели ВАЗ) или поршня (остальные двигатели). Для запрессовки поршневого пальца в верхнюю головку шатуна и в поршень на двигателях ВАЗ применяется специальная оправка (рис. 211).
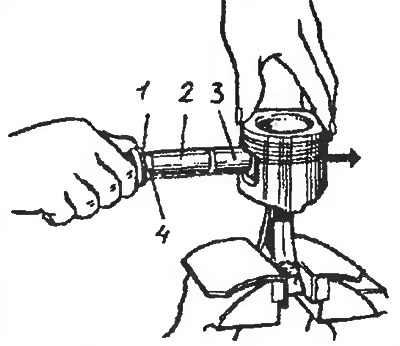
Рис. 211. Запрессовка поршневого пальца двигателей ВАЗ в верхнюю головку шатуна с помощью оправки: 1 - рукоятка оправки с упорным буртиком; 2 - поршневой палец; 3 - направляющая; 4 - дистанционное кольцо
Поршневые кольца подбираются к цилиндрам в соответствии с их размерами по зазору в замке кольца, вставленного в соответствующий цилиндр двигателя (рис. 212, а) и зазору между торцом кольца и его канавкой в поршне (рис. 212, б). Зазоры, рекомендуемые при подборе поршневых колец, приведены в табл. 7.
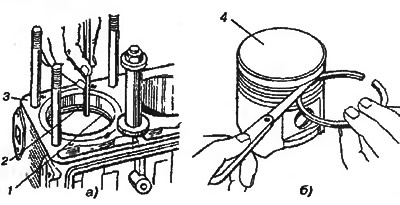
Рис. 212. Проверка зазора в замке поршневого кольца (а) и бокового зазора между поршневым кольцом и канавкой в поршне (6): 1 - поршневое кольцо; 2 - щуп; 3 - блок цилиндров двигателя; 4 - поршень
Таблица 7. Зазоры, рекомендуемые для подбора поршневых колец
| Двигатель | Зазор в замке кольца, установленного в калибре или в цилиндре | Зазор, мм, между кольцом и канавкой поршня по высоте кольца | ||
| компрессионного | маслосъемного | |||
| ВАЗ-2108 | 0,25...0,4 | 0,04...0,0075*2 | 0,02-0,055 | |
| 0,25...0,5*1 | 0,03...0,0065*3 | |||
| МеМЗ-245 | 0,21...0,55 | 0,045...0,077*2 | ||
| 0,9... 1,5*1 | 0,025-0,057*3 | |||
| ВАЗ-2105, -2106 | 0,03...0,45*2 | 0,045...0,077*2 | 0,020-0,0052 | |
| 0,25...0,4*3 | 0,25-0,057*3 | |||
| УЗАМ-331, -412 | 0,35-0,45 | 0,06...0,87*2 | 0,041-0,068 | |
| ЗМЗ-402 | 0,3-0,5 | 0,05-0,082 | 0,135-0,335 | |
| 0,3...0,7*1 | ||||
*1 Маслосъемное кольцо.
*2 Верхнее компрессионное кольцо.
*3 Нижнее компрессионное кольцо.
После подбора колец они устанавливаются в канавки поршня с помощью специального приспособления (см. рис. 206), а поршень с кольцами в цилиндр — с помошью специальной оправки (рис. 213, а) или ленточного устройства (рис. 213, б). Поршневые кольца устанавливаются на поршень так, как показано на рис. 10, причем замки соседних поршневых колец не должны находиться на одной линии, а должны располагаться под углами 90°...180°. Обычно при установке трех поршневых колец выдерживают одинаковые углы между их замками, равные 120°.
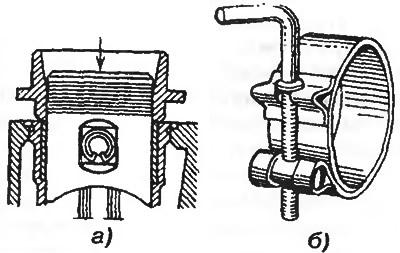
Рис. 213. Приспособления для установки поршня с кольцами в цилиндр: а - оправка (в форме стального конусного кольца); б - ленточное приспособление
Перед установкой поршневых колец на уже работавший в двигателе поршень, необходимо тщательно прочистить его канавки от нагара с использованием специального приспособления (рис. 214).
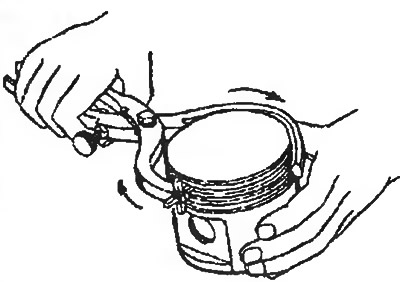
Рис. 214. Очистка нагара в канавках поршней с помощью приспособления
Перед установкой съемных гильз в блок цилиндров необходимо тщательно очистить посадочные поверхности гильз от отложений. Затем, установив предварительно гильзы с новыми уплотнительными медными кольцами в цилиндры и прижав их к блоку усилием 5...7 кгс, проверить выступание верхнего торца гильзы над плоскостью блока цилиндров, которое должно быть у двигателей УЗАМ-331 и 412 в пределах 0,01...0,08 мм. При необходимости выступание гильз регулируют подбором толщины уплотнительных колец. Перед окончательной установкой уплотнительную прокладку, опорный торец и установочный пояс гильзы следует покрыть тонким слоем нитроэмали для обеспечения герметичности посадки гильзы в блоке.
Детали резьбовых соединений, имеющие более двух ниток сорванной резьбы, заменяют на новые, остальные детали прогоняют соответствующими метчиками и плашками.
Все устанавливаемые на двигатель при сборке детали, особенно используемые повторно, должны быть тщательно очищены, промыты, а их рабочие поверхности смазаны моторным маслом.
Затяжку ответственных резьбовых соединений при сборке необходимо производить с требуемым моментом (см. Приложение 2).
Общая сборка двигателя производится в обратном порядке.