
Оглавление: Снятие и установка крышки головки… ↓ Снятие и установка головки цилиндров ↓ Проверка технического состояния… ↓ Техническое обслуживание… ↓
Ремонт кривошипно-шатунного механизма состоит в замене или ремонте его деталей и производится обычно со снятием двигателя с автомобиля. Без снятия двигателя с автомобиля производится снятие и установка крышки головки блока цилиндров, головки блока цилиндров, поддона масляного картера и замена их прокладок. При установке данных деталей для обеспечения герметичности затяжка гаек или болтов их крепления производится в определенном порядке в соответствии с общим правилом крепления корпусных деталей: от центра к периферии крест-накрест.
Снятие и установка крышки головки цилиндров
Снятие и установка крышки головки цилиндров производится при необходимости снятия головки цилиндров двигателя при ее замене или ремонте, при подтяжке гаек или болтов ее крепления к блоку цилиндров, при замене прокладки головки блока, а также при техническом обслуживании и ремонте механизма газораспределения (регулировке зазоров клапанов, замене маслоотражательных колпачков и других деталей механизма газораспределения). При снятии крышки головки блока цилиндров делать это нужно осторожно, чтобы не повредить прокладку крышки, и желательно иметь в наличии запасную прокладку для замены в случае повреждения ее при разборке либо при обнаружении ее растрескивания, а также при снижении уплотняющих свойств прокладки при ее затвердевании, если она изготовлена из резины.
Снятие и установка головки цилиндров
Снятие и установка головки цилиндров производится при необходимости ее замены или ремонта, при замене прокладки головки из-за нарушения ее герметичности, при ремонте механизма газораспределения, а также для удаления нагара на днищах поршней и стенок камер сгорания, когда применение специальных составов для удаления нагара без снятия головки не дает результатов (признаки отложения нагара — перегрев двигателя и продолжение работы двигателя в течение нескольких секунд после выключения зажигания). Снятие головки блока цилиндров производится в следующей последовательности: слить охлаждающую жидкость; снять приборы, установленные на головке, и отвернуть болты (гайки) ее крепления; осторожно снять головку, чтобы не повредить прокладку. Если прокладка приклеилась, то ее надо отделить тупым ножом или тонкой металлической пластиной.
Для удаления нагара поочередно устанавливают поршни в ВМТ, размягчают нагар ветошью, смоченной керосином, и удаляют его скребком из дерева или мягкого металла. То же самое следует проделывать и со стенками камер сгорания в головке.
Устанавливают головку цилиндров в обратной последовательности. При установке старой прокладки ее необходимо натереть порошкообразным графитом, однако для гарантированного обеспечения герметичности при каждом снятии-установке головки блока цилиндров следует (на двигателе ВАЗ-2108 в обязательном порядке) заменять прокладку головки на новую. После установки головки производится затяжка ее креплений к блоку.
Затяжка креплений головки цилиндров производится на холодном двигателе динамометрическим ключом с определенным моментом и в определенной последовательности (рис. 215).
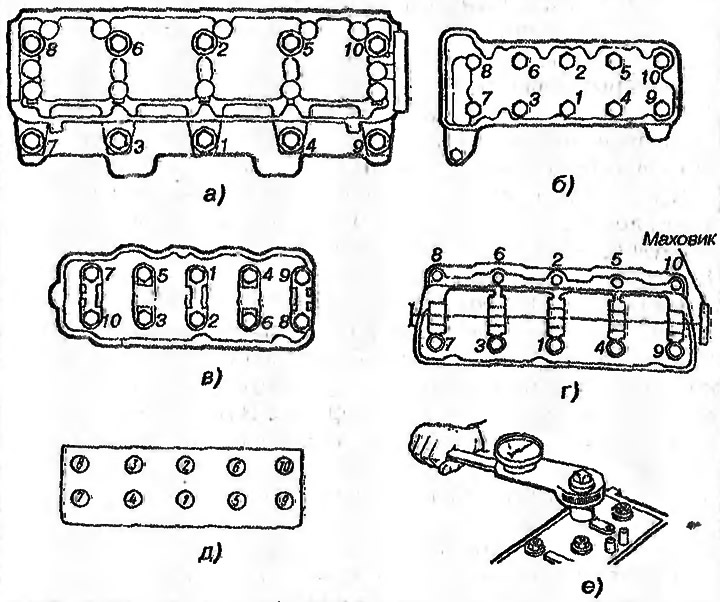
Рис. 215. Последовательность крепления болтов и гаек шпилек головок цилиндров двигателей: а - ВАЗ-2108; б - ВАЗ-2105, -2106; в - УЗАМ-331; г - МеМЗ-245; д -ЗМЗ-402; е — затяжка динамометрическим ключом
На двигателе ВАЗ-2108 затяжка болтов осуществляется в четыре приема: вначале моментом 20 Н·м (2,04 кгс·м), затем 69...85 Н·м (7,08...8,74 кгс·м); после этого все болты доворачивают еще дважды на 90°. В процессе эксплуатации головка не нуждается в подтягивании крепежных элементов, так как между блоком и головкой установлена безусадочная прокладка и применены специальные болты.
На остальных двигателях затягивать болты следует в два приема: сначала с половинным моментом, а затем окончательно с полным. Момент окончательной затяжки десяти болтов на двигателе ВАЗ-2105 и -2106 96...118 Н·м (9,8...12,1 кгс·м), а одинад-цатого болта с резьбой М8 двигателя 2106 — 31...39 Н·м (3,2...4,С кгс·м), гаек на двигателе УЗАМ- 331 — 88...98 Н·м (9...10 кгс·м) и болтов на двигателе МеМЗ-245 - 93...103 Н·м (9,5...10,5 кгс·м).
Для ремонта и замены остальных деталей кривошипно-шатунного механизма двигатель снимают с автомобиля и осуществляют частичную или полную его разборку, общий порядок которой рассмотрен выше.
Проверка технического состояния деталей кривошипно-шатунного механизма
Проверка технического состояния деталей кривошипно-шатунного механизма производится с целью определения возможность их дальнейшей установки на автомобиль либо необходимости их ремонта или замены.
Блок цилиндров после разборки тщательно очищают и промывают внутренние полости (особенно каналы смазочной системы) горячим (температура 75...85°C) раствором каустической соды. Затем его продувают и просушивают сжатым воздухом. Проверяет технического состояния состоит в тщательном визуальном контроле целостности блока (отсутствия обломов, трещин и пробоин), а также в измерении величин его деформации и износов поверхностей цилиндров (у гильзованных двигателей — гильз цилиндров и посадочных поверхностей под гильзы в блоке) и отверстий под коренные подшипники.
При наличии повреждений в блоке (трещин, сколов, пробоин) он, как правило, подлежит замене. Небольшие трещины можно устранить с помощью сварки либо заделать эпоксидным составом. При определении деформации блока цилиндров контролируют неплоскостность его разъема с головкой цилиндров и соосность отверстий под коренные подшипники.
Неплоскостность разъема блока с головкой цилиндров проверяется с использованием набора щупов и поверочной плиты или линейки. Линейка устанавливается по диагоналям плоскости разъема и посредине в продольном и поперечном направлениях и с помощью подложенного под нее щупа определяется величина зазора между линейкой и щупом. Если зазоры не превышают 0,1 мм, то блок пригоден для дальнейшего использования. При зазорах не более 0,14 мм допускается прошлифовать плоскость разъема для устранения ее неплоскостности. Если зазоры более 0,14 мм блок подлежит замене.
Несоосность отверстий коренных подшипников проверяется при помощи специальной оправки (скалки), вставляемой в отверстия коренных подшипников с установленными и затянутыми с требуемым моментом крышками. Если оправка вставляется одновременно во все отверстия коренных подшипников, то блок пригоден для дальнейшего использования, а если нет — блок подлежит замене.
Затем производится измерение диаметров цилиндров и отверстий под коренные подшипники в блоке при помощи индикаторного нутромера (см. рис. 208) и сравнение их с данными приложения 1. При износах отверстий свыше допустимого блок бракуется либо производится расточка цилиндров под ближайший ремонтный размер поршней с последующей установкой в них поршней и поршневых колец соответствующего ремонтного размера.
Коленчатый вал, снятый с двигателя, предварительно тщательно промывают, отворачивают пробки масляных каналов, очищают и продувают полости масляных каналов. Затем осуществляется визуальный контроль с целью определения наличия трещин, следов повышенного износа поверхностей и состояния резьб. При наличии трещин вал подлежит замене. При срыве резьбы не более двух ниток производится ее прогонка. Затем производится измерение диаметров коренных и шатунных шеек и сравнение с данными приложения 1 и определение возможности дальнейшего использования коленчатого вала без ремонта, возможности перешлифования шеек под ремонтные размеры либо необходимости его замены.
Шейки коленчатого вала замеряются микрометром в двух взаимно перпендикулярных плоскостях по двум поясам.
Перешлифовка всех одноименных шеек производится под один ремонтный размер.
Для контроля перпендикулярности торцевой поверхности фланца для крепления маховика и оси коленчатого вала измеряется биение торцевой поверхности с помощью микрометрической индикаторной головки при прокручивании коленчатого вала.
Маховик контролируют по состоянию поверхности плоскости прилегания ведомого диска сцепления, состоянию ступицы и зубчатого обода (венца). Плоскость прилегания ведомого диска должна быть гладкой, без рисок и задиров. Биение плоскости маховика в сборе с коленчатым валом не должно превышать 0,10 мм на крайних точках, в противном случае плоскость прилегания необходимо прошлифовать либо заменить маховик.
При наличии трещин маховик следует заменить. При наличии забоин на зубьях обода маховика их следует зачистить, а при значительном износе или повреждениях — заменить обод маховика. Перед напрессовкой обод необходимо нагреть до температуры 200...230°C и напрессовать на маховик.
Проверка состояния и подбор деталей поршневой группы рассмотрен выше при описании сборки двигателя.
Техническое обслуживание кривошипно-шатунного механизма
После пробега первых 1500...2000 км, а в дальнейшем только после снятия головки блока цилиндров, а также при появлении признаков прорыва газов или подтекания охлаждающей жидкости в соединениях необходимо подтягивать гайки шпилек и болты головки блока цилиндров в установленной последовательности. В эти же сроки подтягивать винты или болты крепления поддона картера двигателя.
Через каждые 10000...15000 км пробега следует проверять и при необходимости подтягивать болты и гайки крепления опор двигателя, очищать от грязи и масла их резиновые подушки. По мере загрязнения, а при езде по пыльным и загрязненным дорогам ежедневно, протирать поверхность двигателя ветошью, смоченной специальным очистителем.