
Оглавление: Характерные дефекты деталей ↓ Предельные и допустимые размеры и… ↓ Последовательность контроля деталей… ↓ Контроль взаимного расположения… ↓ Контроль скрытых дефектов ↓
Характерные дефекты деталей
Структурные параметры автомобиля и его агрегатов зависят от состояния сопряжений деталей, которое характеризуется посадкой. Всякое нарушение посадки вызывается: изменением размеров и геометрической формы рабочих поверхностей; нарушением взаимного расположения рабочих поверхностей; механическими повреждениями, химико-тепловыми повреждениями; изменением физико-химических свойств материала детали.
Изменение размеров и геометрической формы рабочих поверхностей деталей происходит в результате их изнашивания. Неравномерное изнашивание вызывает возникновение таких дефектов формы рабочих поверхностей, как овалость, конусность, бочкообразность, корсетность. Интенсивность изнашивания зависит от нагрузок на сопряженные детали, скорости перемещения трущихся поверхностей, температурного режима работы деталей, режима смазывания, степени агрессивности окружающей среды.
Нарушение взаимного расположения рабочих поверхностей проявляется в виде изменения расстояния между осями цилиндрических поверхностей, отклонений от параллельности или перпендикулярности осей и плоскостей, отклонений от соосности цилиндрических поверхностей. Причинами этих нарушений являются неравномерный износ рабочих поверхностей, внутренние напряжения, возникающие в деталях при их изготовлении и ремонте, остаточные деформации деталей вследствие воздействия нагрузок.
Взаимное расположение рабочих поверхностей наиболее часто нарушается у корпусных деталей. Это вызывает перекосы других деталей агрегата, ускоряющие процесс изнашивания.
Механические повреждения деталей — трещины, обломы, выкрашивание, риски и деформации (изгибы, скручивание, вмятины) возникают в результате перегрузок, ударов и усталости материала.
Трещины являются характерными для деталей, работающих в условиях циклических знакопеременных нагрузок. Наиболее часто они появляются на поверхности деталей в местах концентрации напряжений (например, у отверстий, в галтелях).
Обломы, характерные для литых деталей, и выкрашивание на поверхностях стальных цементованных деталей возникают в результате воздействия динамических ударных нагрузок и вследствие усталости металла.
Риски на рабочих поверхностях деталей появляются под действием абразивных частиц, загрязняющих смазку.
Деформациям подвержены детали из профильного проката и листового металла, валы и стержни, работающие в условиях динамических нагрузок.
Химико-тепловые повреждения — коробление, коррозия, нагар и накипь — появляются при эксплуатации автомобиля в тяжелых условиях.
Коробление поверхностей деталей значительной длины обычно возникает при воздействии высоких температур.
Коррозия — результат химического и электрохимического воздействия окружающей окислительной и химически активной среды. Коррозия проявляется на поверхностях деталей в виде сплошных оксидных пленок или местных повреждений (пятен, раковин).
Нагар является результатом использования в системе охлаждения двигателя воды.
Накипь является результатом использования в системе охлаждения двигателя воды.
Изменение физико-механических свойств материалов выражается в снижении твердости и упругости деталей. Твердость деталей может снизится вследствие применения структуры материала при нагреве в процессе работы до высоких температур. Упругие свойства пружин и рессор снижаются вследствие усталости материала.
Предельные и допустимые размеры и износы деталей
Различают размеры рабочего чертежа, допустимые и предельные размеры и износы деталей.
Размерами рабочего чертежа называются размеры детали, указанные заводом-изготовителем в рабочих чертежах.
Допустимыми называются размеры и износы детали, при которых она может быть использована повторно без ремонта и будет безотказно работать до очередного плавного ремонта автомобиля (агрегата).
Предельными называются размеры и износы детали, при которых ее дальнейшее использование технически недопустимо или экономически нецелесообразно.
Изнашивание детали в различные периоды ее работы происходит не равномерно, а по определенным кривым (рис. 195).
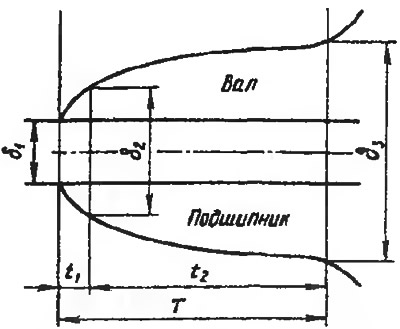
Рис. 195. Характер изменения зазора в сопряжении вал - подшипник вследствие изнашивания деталей: δ₁ - начальный зазор; δ₂ - зазор после приработки; δ₃ - предельный зазор; t₁ - продолжительность приработки; t₂ - продолжительность периода нормального изнашивания; Т - ресурс сопряжения
Первый участок продолжительностью t₁ характеризует изнашивание детали в период приработки. В этот период шероховатость поверхностей детали, полученная при ее обработке, уменьшается, а интенсивность изнашивания снижается.
Второй участок продолжительностью t₂ соответствует периоду нормальной работы сопряжения, когда изнашивание происходит сравнительно медленно и равномерно.
Третий участок характеризует период резкого повышения интенсивности изнашивания поверхностей, когда мероприятия технического обслуживания препятствовать этому уже не могут. За время Т, прошедшее с начала эксплуатации, сопряжение достигает предельного состояния и требует ремонта. Зазор 83 в сопряжении, соответствующий началу третьего участка кривой изнашивания, определяет значения предельных износов деталей.
Последовательность контроля деталей при дефектации
В первую очередь выполняют визуальный контроль деталей с целью обнаружения повреждений, видимых невооруженным глазом: крупных трещин, обломов, рисок, выкрашивания, коррозии, нагара и накипи. Затем детали проверяют на приспособлениях для обнаружения нарушений взаимного расположения рабочих поверхностей и физико-механических свойств материала, а также на отсутствие скрытых дефектов (невидимых трещин). В заключение контролируют размеры и геометрическую форму рабочих поверхностей деталей.
Контроль взаимного расположения рабочих поверхностей
Отклонение от соосности (смешение осей) отверстий проверяют с помощью оптических, пневматических и индикаторных приспособлений (рис. 196, а). Наибольшее применение при ремонте автомобилей нашли индикаторные приспособления. При проверке отклонения от соосности вращают оправку 2, а индикатор 4 указывает значение радиального биения. Отклонение от соосности равно половине радиального биения.
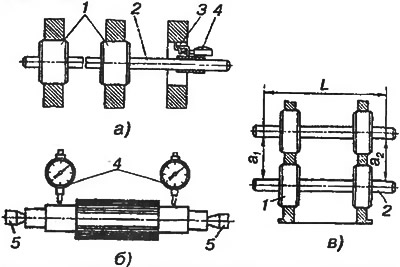
Рис. 196. Контроль отклонения от соосности осей отверстий (а), шеек вала (б) и параллельности осей отверстий (в): 1 - втулки; 2 - оправка; 3 - рычажное устройство; 4 - индикатор; 5 - центра
Несоосность шеек валов контролируют замером их радиального биения с помощью индикаторов 4 с установкой в центрах 5 (рис. 196, б). Радиальное биение шеек определяется как разность наибольшего и наименьшего показаний индикатора за один оборот вала.
Отклонение от параллельности осей отверстий определяют разность |a₁—а₂| расстояний a₁ и а₂ (рис. 196, в) между внутренними образующими контрольных оправок 2 на длине L с помощью штихмасса или индикаторного нутромера.
Отклонение от перпендикулярности осей отверстий проверяют с помощью оправки 1 с индикатором 2 (рис. 197, а) или калибра 3 (рис. 197, б), измеряя зазоры Δ₁ и Δ₂ на длине L. В первом случае отклонение осей от перпендикулярности определяют как разность показаний индикатора в двух противоположных положениях, во втором — как разность зазоров |Δ₁—Δ₂|.
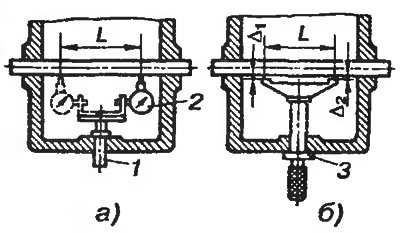
Рис. 197. Контроль отклонения от перпендикулярности осей отверстий с помощью оправки с индикатором (а) и калибра (б): 1 - оправка; 2 - индикатор; 3 - калибр
Отклонение от параллельности оси отверстия относительно плоскости проверяют на плите путем изменения индикатором 2 отклонения размеров h₁ и h₂ на длине L (рис. 198). Разность этих отклонений соответствует отклонению от параллельности оси отверстия и плоскости.
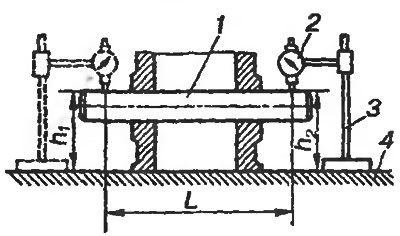
Рис. 198. Контроль отклонения от параллельности оси отверстия относительно плоскости: 1 - оправка; 2 - индикатор; 3 - штатив; 4 - плита
Отклонение от перпендикулярности оси отверстия к плоскости определяют на диаметре D как разность показаний индикатора 1 при вращении на оправке 2 относительно оси отверстия (рис. 199, а) или путем измерения зазоров в двух диаметрально противоположных точках по периферии калибра 3 (рис. 199, б). Отклонение от перпендикулярности в этом случае равно разности результатов измерений |Δ₁—Δ₂| на диаметре D.
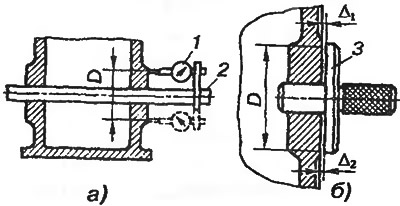
Рис. 199. Контроль отклонения от перпендикулярности оси отверстия к плоскости с помощью оправки с индикатором (а) 1 калибра (б): 1 - индикатор; 2 - оправка; 3 - калибр
Контроль скрытых дефектов
Контроль скрытых дефектов особенно необходим для ответственных деталей, от которых зависит безопасность движения автомобиля. Для контроля применяют методы опрессовки, красок, магнитный, люминесцентный и ультразвуковой.
Метод опрессовки применяют для выявления трещин в корпусных деталях (гидравлическое испытание) и проверки герметичности трубопроводов, топливных баков, шин (пневматическое испытание). Корпусную деталь устанавливают для испытания на стенд, герметизируют крышками и заглушками наружные отверстия, после чего во внутренние полости детали насосом нагнетают воду до давления 0,3...0,4 МПа. Подтекание воды показывает местонахождение трещины. При пневматическом испытании внутрь детали подают воздух давлением 0,05...0,1 МПа и погружают ее в ванну с водой. Пузырьки выходящего воздуха указывают местонахождение трещины.
Методом красок пользуются для обнаружения трещин шириной не менее 20...30 мкм. Поверхность контролируемой детали обезжиривают и наносят на нее красную краску, разведенную керосином. Смыв красную краску растворителем, покрывают поверхность детали белой краской. Через несколько минут на белом фоне проявится красная краска, проникшая в трещину.
Магнитный метод применяют для контроля скрытых трещин в деталях из ферромагнитных материалов (стали, чугуна). Если деталь намагнитить и посыпать сухим ферромагнитным порошком или полить суспензией, то их частицы притягиваются к краям трещин, как к полюсам магнита. Ширина слоя порошка может в 10 раз превысить ширину трещины, что позволяет выявить ее.
Намагничивают детали на магнитных дефектоскопах. После контроля детали размагничивают, пропуская через соленоид, питаемый переменным током.
Люминесцентный метод применяют для обнаружения трещин шириной более 10 мкм в деталях, изготовленных из не магнитных материалов. Контролируемую деталь погружают на 10...15 мин в ванну с флюоресцирующей жидкостью, способной светиться при воздействии на нее ультрафиолетового излучения. За тем деталь протирают и наносят на контролируемые поверхности тонкий слой порошка углекислого магния, талька или силикагеля. Порошок вытягивает флюоресцирующую жидкость из трещины на поверхность детали.
После этого, пользуясь люминесцентным дефектоскопом, деталь подвергают воздействию ультрафиолетового излучения. Порошок, пропитанный флюоресцирующей жидкостью, выявляет трещины детали в виде светящихся линий и пятен.
Ультразвуковой метод, отличающийся очень высокой чувствительностью, применяют для обнаружения в деталях внутренних трещин. Различают два способа ультразвуковой дефектоскопии — звуковой тени и импульсный.
Для способа звуковой тени (рис. 200) характерно расположение генератора 1 с излучателем 2 ультразвуковых колебаний с одной стороны детали 3, а приемника 5 — с другой. Если при перемещении дефектоскопа вдоль детали дефекта не оказывается (рис. 200, а), ультразвуковые волны достигают приемника, преобразуются в электрические импульсы и через усилитель 6 попадают на индикатор 7, стрелка которого отклоняется. Если же на пути звуковых волн встречается дефект 4 (рис. 200, б), то они отражаются. За дефектным участком детали образуется звуковая тень, и стрелка индикатора не отклоняется. Этот способ применим для контроля деталей небольшой толщины при возможности двустороннего доступа к ним.
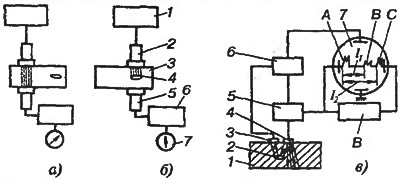
Рис. 200. Схемы работы ультразвуковых дефектоскопов: а и б - работающего по способу звуковой тени соответственно при отсутствии дефекта и его обнаружении; в - работающего по импульсному способу
Импульсный способ (рис. 200, в) не имеет ограничений области применения и более распространен. Он состоит в том, что посланные излучателем 4 импульсы, достигнув противоположной стороны детали 1, отражаются от нее и возвращаются к приемнику 3, в котором возникает слабый электрический ток. Сигналы проходят через усилитель 6 и подаются в электронно-лучевую трубку 7. При пуске генератора импульсов 5 одновременно с помощью блока развертки 8 включается горизонтальная развертка электронно-лучевой трубки 7, представляющая собой ось времени. Моменты срабатывания генератора сопровождаются начальными импульсами А. При наличии дефекта 2 на экране появится импульс В. Характер и величину всплесков на экране расшифровывают по эталонным схемам импульсов. Расстояние l₁ между импульсами А и В соответствует глубине залегания дефекта, а расстояние l₂ между импульсами А и С — толщине детали.
Контроль размеров и формы рабочих поверхностей деталей позволяет оценивать их износ и решать вопрос о возможности их дальнейшего использования. При контроле размеров и формы детали используются как универсальные инструменты (штангенциркули, микрометры, индикаторные нутромеры, микрометрические штихмассы и др.), так и специальнные инструменты и приспособления (калибры, скалки, пневматические приспособления и др.).