
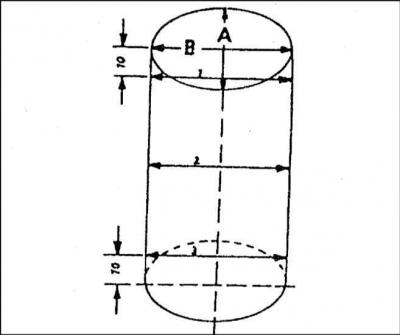
1. Вимірювання циліндра слід зробити в напрямках А і В. Крім того, вимірювання слід провести на відстані 10 мм від верхнього краю, 10 мм від нижнього краю і в середній частині, тобто . на рівнях 1, 2 та 3. Загалом, потрібно зробити по шість вимірів на кожному циліндрі. Усі виміряні величини потрібно записати та порівняти з наведеними у Специфікаціях.
2. Слід мати на увазі, що доведеться розточувати всі циліндри, навіть якщо розміри одного з циліндрів не перебувають у нормі. Допустимо відхилення на 0.8 мм від номінальної величини. Ремонтні розміри поршнів вказані у специфікаціях.
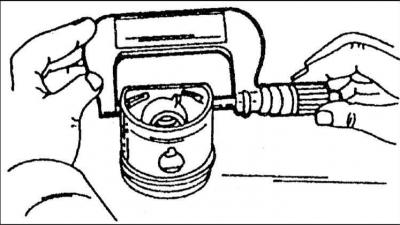
3. Остаточний розмір циліндра визначається після вимірювання діаметра поршня, який проводиться в 10 мм від нижнього краю спідниці поршня і в правому куті отвору поршневого пальця.
4. Після цього до цього розміру слід додати величину зазору поршня 0.03 мм. Крім того, слід додати 0.02 мм на хонінг циліндра.
5. Для перевірки зазору поршня в циліндрі слід виміряти поршень і циліндр описаним вище способом, і обчислити різницю між цими величинами. Якщо результат перевищує 0,08 мм, потрібно розточувати циліндри, оскільки зазор досяг граничної величини зносу.
Коментарі відвідувачів